షీట్ మెటల్ ప్రాసెసింగ్ పరిశ్రమలో షీరింగ్ మెషీన్లను తరచుగా ఉపయోగిస్తారు. అకారణంగా సాధారణ మకా చర్య నిజానికి బ్లేడ్ గ్యాప్ యొక్క సర్దుబాటు దశల నుండి వివిధ పదార్థాల కోసం సర్దుబాటు పద్ధతుల వరకు మరియు బ్లేడ్ల ఎంపిక వరకు అనేక ఉపాయాలను కలిగి ఉంటుంది. కట్టింగ్ నాణ్యతకు సంబంధించి, క్రింది అనేక అంశాల నుండి షియరింగ్ బ్లేడ్ గ్యాప్ సర్దుబాటు యొక్క సంబంధిత కంటెంట్ను వివరంగా పరిచయం చేస్తుంది.
బ్లేడ్ గ్యాప్ సర్దుబాటు చేతి చక్రం: (హైడ్రాలిక్ స్వింగ్ బీమ్ షీరింగ్ మెషిన్)

బ్లేడ్ ఎడ్జ్ క్లియరెన్స్ యొక్క ఎలక్ట్రిక్ సర్దుబాటు (హైడ్రాలిక్ గిలెటిన్ షిరింగ్ మెషిన్)

వివిధ కత్తెర యొక్క బ్లేడ్ క్లియరెన్స్
స్వింగ్ బీమ్ షిరింగ్ మెషిన్ వేగవంతమైన బ్లేడ్ గ్యాప్ సర్దుబాటు మెకానిజంతో అమర్చబడి ఉంటుంది, ఇది వివిధ ప్లేట్ మందం మరియు మెటీరియల్ల ప్రకారం కత్తిరించడానికి మంచి బ్లేడ్ గ్యాప్ను సర్దుబాటు చేయగలదు మరియు సూచన ఎంపిక కోసం ఖచ్చితమైన పారామితి పట్టికను కలిగి ఉంటుంది మరియు సంతృప్తికరమైన కట్టింగ్ను పొందుతుంది. సహేతుకమైన బ్లేడ్ గ్యాప్ ద్వారా నాణ్యత. టూల్ పోస్ట్ తిరిగేటప్పుడు, స్వింగ్ బీమ్ షియర్స్ యొక్క షీరింగ్ యాంగిల్ మరియు షియరింగ్ గ్యాప్ మారుతుంది.
మూడు-పాయింట్ల రోలర్ల గైడ్ను అడాప్ట్ చేయండి, పాపిలియన్ స్ప్రింగ్ ద్వారా ఫ్రంట్ రోలర్కు ఫోర్స్ ద్వారా, కట్టింగ్ బీమ్ రెండు బ్యాక్ రోలర్లతో గట్టిగా టచ్లో ఉంటుంది. కత్తిరించేటప్పుడు, మెరుగైన కట్టింగ్ నాణ్యతను పొందడానికి సిస్టమ్ వివిధ షీట్ల అవసరాలకు అనుగుణంగా కత్తి అంచు అంతరాన్ని విద్యుత్గా సర్దుబాటు చేస్తుంది.

బ్లేడ్ గ్యాప్ సర్దుబాటులో తేడా
స్వింగ్ బీమ్ షీరింగ్ మెషిన్ బ్లేడ్ గ్యాప్ను మాన్యువల్గా సర్దుబాటు చేసే పనిని కలిగి ఉంటుంది, హ్యాండిల్ను తిప్పండి. గిలెటిన్ కత్తెరలు బ్లేడ్ గ్యాప్ను విద్యుత్గా సర్దుబాటు చేసే పనిని కలిగి ఉంటాయి, ఇది సిస్టమ్ ద్వారా మరింత సౌకర్యవంతంగా మరియు ఖచ్చితంగా సర్దుబాటు చేయబడుతుంది, ఇది మెరుగైన కోత నాణ్యతను పొందేందుకు ప్రయోజనకరంగా ఉంటుంది.

| బ్లేడ్ గ్యాప్ సర్దుబాటు దశలు |
| 1. దిగువ బ్లేడ్ను తీసివేసి, దానిని ముక్కగా శుభ్రం చేయండి |
| 2. బ్లేడ్ అన్ని నాలుగు వైపులా ఉపయోగించవచ్చు, మరియు ఎంచుకున్న ఒక వైపు కఠినంగా ఇన్స్టాల్ చేయబడుతుంది. మరియు క్షితిజ సమాంతర మరియు నిలువు దిశలలో బ్లేడ్ యొక్క సరళతను తనిఖీ చేయండి. |
| 3. ఎగువ బ్లేడ్ స్థిరంగా ఉంది మరియు సర్దుబాటు చేయబడదు. తక్కువ బ్లేడ్ను సర్దుబాటు చేయడం ద్వారా మేము షీర్ బ్లేడ్ గ్యాప్ని సర్దుబాటు చేస్తాము. |
| 4. క్లియరెన్స్ను పెంచడానికి దిగువ బ్లేడ్ యొక్క ఎడమ మరియు కుడి స్క్రూలను కనుగొనండి, సాధారణంగా బయటి వైపు. |
| 5. దిగువ బ్లేడ్కు ఎడమ మరియు కుడి వైపున ఉన్న రెండు సెట్ స్క్రూలను కనుగొనండి, అది గ్యాప్ను తగ్గించడానికి దిగువ బ్లేడ్ను నెట్టివేస్తుంది. వాటిపై లాక్ చేయబడిన బ్యాకప్ గింజలు ఉన్నాయి. సాధారణంగా, లోపలి భాగంలో. |
| 6. దిగువ బ్లేడ్ టేబుల్ యొక్క ఎడమ మరియు కుడి నాలుగు బోల్ట్లను విప్పు |
| 7. ఎగువ బ్లేడ్ మాన్యువల్ టర్నింగ్ ద్వారా సరైన స్థానానికి తగ్గించబడుతుంది మరియు సర్దుబాటును ప్రారంభించడానికి ఆపరేటర్ షిరింగ్ మెషిన్ యొక్క ఖాళీ ప్రాంతానికి వెళ్తాడు |
| 8. ఎడమ చేతి ఎగువ మరియు దిగువ బ్లేడ్ల ఖాళీ భాగం నుండి 0.5 మిమీ వరకు సర్దుబాటు చేయడానికి ఫీలర్ గేజ్ని ఉపయోగించండి |
| 9. మాన్యువల్ టర్నింగ్ బ్లేడ్ను మధ్య స్థానానికి తరలించేలా చేస్తుంది మరియు దాదాపు 0.5 మిమీకి సర్దుబాటు చేస్తుంది. |
| 10. మాన్యువల్ టర్నింగ్ బ్లేడ్ను ఎగువ మరియు దిగువ కత్తులు విడదీయబడని సరైన స్థానానికి తరలించేలా చేస్తుంది. మధ్య స్థానం దాదాపు 0.5 మిమీకి సర్దుబాటు చేయబడింది. |
| 11. ఎగువ బ్లేడ్ను మాన్యువల్గా సరైన స్థానానికి తిప్పండి మరియు చక్కటి సర్దుబాటును ప్రారంభించండి. |
| 12. ఫీలర్ గేజ్లోని మూడు వైర్లు ఐదు వైర్లలోకి ప్రవేశించే వరకు ఎడమ చేతి ఎగువ మరియు దిగువ బ్లేడ్లు కాటు వేయని స్థానాన్ని చక్కగా ట్యూన్ చేయడానికి ఫీలర్ గేజ్ని ఉపయోగించండి. |
| 13. బ్లేడ్ను మాన్యువల్గా మధ్య స్థానానికి తిప్పండి మరియు ఫీలర్ గేజ్ మూడు వైర్లను ఎంటర్ చేయగలదు మరియు ఐదు వైర్లు ప్రవేశించలేని వరకు చక్కటి సర్దుబాటును ప్రారంభించండి. |
| 14. కుడి వైపున ఎగువ మరియు దిగువ కత్తులు విడదీయబడని స్థానానికి బ్లేడ్ను మాన్యువల్గా తిప్పండి మరియు ఫీలర్ గేజ్ మూడు వైర్లను నమోదు చేయగలదు మరియు ఐదు వైర్లు ప్రవేశించలేని వరకు చక్కగా సర్దుబాటు చేయడం ప్రారంభించండి. |
| 15. షిరింగ్ మెషిన్ యొక్క కట్టింగ్ ఎడ్జ్ పదునుగా ఉన్నప్పుడు, కట్ షీట్ యొక్క అంచున బర్ర్స్ ఉంటే, ఎగువ మరియు దిగువ బ్లేడ్ల మధ్య అంతరాన్ని తగిన విధంగా తగ్గించవచ్చు. |
సాధారణ సమస్యలు మరియు కత్తి సర్దుబాటు నైపుణ్యాలు
అత్యంత తరచుగా ఎదుర్కొన్న మెటల్ ప్లేట్లు:
1. 13mm కంటే ఎక్కువ మందపాటి ప్లేట్లు.
2. 0.2 ~ 4mm సన్నని ప్లేట్.
3. ఫ్లవర్ బోర్డు.
4. హై టెన్షన్ ప్లేట్ (సాధారణంగా ఆటోమొబైల్ షీట్ మెటల్లో ఉపయోగిస్తారు).
5. టైటానియం ప్లేట్
అత్యంత సాధారణ బ్లేడ్ సమస్య చిప్పింగ్ లేదా టూల్ డెంట్. ఈ సమస్యలకు ప్రతిస్పందనగా, మేము మొదట ఎగువ మరియు దిగువ బ్లేడ్ల మధ్య అంతరాన్ని గుర్తించాలి.
బ్లేడ్ల సర్దుబాటు నైపుణ్యాలు
బ్లేడ్ను సర్దుబాటు చేసేటప్పుడు, మీరు ప్లేట్ యొక్క మందం కంటే 2 ~ 3 మిమీ మందంగా ఖాళీని సెట్ చేయాలి. అంటే, మీరు 5 మిమీ మందపాటి ప్లేట్ను కత్తిరించాలనుకున్నప్పుడు, మీరు 7 మిమీ లేదా 8 మిమీ నుండి సర్దుబాటు చేయడం ప్రారంభించాలి మరియు నెమ్మదిగా దాన్ని సర్దుబాటు చేయాలి, మీరు దాన్ని కత్తిరించినప్పుడు ప్లేట్ యొక్క కట్టింగ్ ఉపరితలం 1/3 ప్రకాశవంతమైన ఉపరితలం మరియు 2/ని చూపుతుంది. 3 మాట్టే ఉపరితలం, ఇది ఉత్తమ కట్టింగ్ ప్రభావాన్ని సాధిస్తుంది. వివరాలు ఇలా ఉన్నాయి.


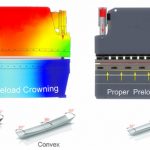
నమూనా బోర్డ్ను కత్తిరించేటప్పుడు గ్యాప్ సెట్టింగ్ గమ్మత్తైనది మరియు బోర్డు మందాన్ని నేరుగా ఉపయోగించకుండా, నమూనా బోర్డు యొక్క అత్యంత కుంభాకార బిందువు నుండి లెక్కించిన మందపాటి మందం నుండి తప్పనిసరిగా సర్దుబాటు చేయాలి. అలాగే, నమూనా యొక్క కుంభాకార భాగాన్ని క్రిందికి కత్తిరించడం సాధనం యొక్క జీవితాన్ని పొడిగించవచ్చు.
అదనంగా, ప్లేట్ యొక్క పదార్థాన్ని పరిగణనలోకి తీసుకోవాలి, ప్రత్యేకంగా స్టెయిన్లెస్ స్టీల్ను కత్తిరించేటప్పుడు. కట్టింగ్ సాధనం తప్పనిసరిగా పదునైనది, దుస్తులు-నిరోధకత మరియు కఠినమైనది. అందువల్ల, హైడ్రాలిక్ షిరింగ్ మెషిన్ యొక్క బ్లేడ్ గురించి చర్చించబడాలి. కత్తి అంచు యొక్క కోణం మరియు ఇతర ప్రదర్శన రూపకల్పన మరియు ఉత్పత్తి ఖచ్చితత్వంతో పాటు, ఎంచుకున్న పదార్థం సాధనం యొక్క నాణ్యతను ప్రభావితం చేసే కీలక అంశం.
సంబంధిత ఉత్పత్తులు
 గిలెటిన్ షీరింగ్ మెషిన్ మరియు స్వింగ్ బీమ్ షీరింగ్ మెషిన్ మధ్య వ్యత్యాసం
గిలెటిన్ షీరింగ్ మెషిన్ మరియు స్వింగ్ బీమ్ షీరింగ్ మెషిన్ మధ్య వ్యత్యాసం- CNC షీట్ మెటల్ బ్రేక్ యొక్క ఆపరేషన్ మరియు నిర్వహణ
- గిలెటిన్ షీరింగ్ మెషీన్ను ఎలా ఆపరేట్ చేయాలి
- కంబైన్డ్ పంచింగ్ మరియు షీరింగ్ మెషిన్ పరిచయం
- QC12 గిలెటిన్ షీర్ హైడ్రాలిక్ మెటల్ షీట్ కట్టింగ్ మెషిన్
- హైడ్రాలిక్ షీరింగ్ మెషిన్ యొక్క సాధారణ వైఫల్యాల మరమ్మత్తు మరియు ఆయిల్ సర్క్యూట్ సిస్టమ్ నిర్వహణ
- నాలుగు కాలమ్ హైడ్రాలిక్ ప్రెస్ కోసం సాధారణ లోపాలు మరియు ట్రబుల్షూటింగ్ పద్ధతి
- హైడ్రాలిక్ గిలెటిన్ మెటల్ షీట్ ప్లేట్ స్టెయిన్లెస్ స్టీల్ షీరింగ్ మెషిన్
- CNC షీట్ మెటల్ బెండర్ కోసం విక్షేపణ పరిహారం ఎలా చేయాలి
- QC11Y హైడ్రాలిక్ గిలెటిన్ షీరింగ్ మెషిన్