CNC హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క ప్రయోజనం

1. సులభమైన ఆపరేషన్
CNC ప్రెస్ బ్రేక్ ఆపరేట్ చేయడం చాలా సులభం మరియు తక్కువ శ్రమతో కూడిన యంత్రం. కాబట్టి ఆపరేటర్ ఒకేసారి అనేక యంత్రాలను నిర్వహించగలడు. ఈ యంత్రాలు ఆపరేటర్ యొక్క స్పర్శ, అనుభూతి మరియు ధ్వని ద్వారా ఆపరేట్ చేయబడతాయి. ఇది కాకుండా, అవి చాలా యూజర్ ఫ్రెండ్లీ మరియు అత్యంత శక్తివంతమైన నియంత్రణ వ్యవస్థను కలిగి ఉంటాయి.
2. ఫ్లెక్సిబుల్ ప్రోగ్రామింగ్
CNC ప్రెస్ బ్రేక్ యొక్క ఫ్లెక్సిబుల్ ప్రోగ్రామింగ్ యంత్రాన్ని సాధారణ ఆంగ్లంలో లేదా ఏదైనా ఇతర అనువైన భాషలో నియంత్రించడానికి ఆపరేటర్ను అనుమతిస్తుంది.

నిర్వహించగల వివిధ రకాల కార్యకలాపాలు మెనులో ఎంపికలుగా కూడా అందుబాటులో ఉన్నాయి. అవసరమైన ఆపరేషన్ని ఎంచుకున్న తర్వాత, చక్రాల సమయాలు, పదార్థాలు, ఒత్తిళ్లు మరియు ఉత్పత్తి ప్రక్రియకు సంబంధించిన ఇతర అంశాలకు సంబంధించి ప్రశ్నల యొక్క మరొక జాబితా తెరపై కనిపిస్తుంది. మరియు ఆపరేటర్ ప్రత్యుత్తరాలను మెషీన్లోకి ఇన్పుట్ చేసిన తర్వాత, సంబంధిత పనిని ప్రారంభించే ముందు నిర్ధారణ కోసం విలువలు స్క్రీన్పై ప్రదర్శించబడతాయి.
3. ఆధునిక డిజైన్
CNC ప్రెస్ బ్రేక్ ఒక ఆధునిక డిజైన్ను కలిగి ఉంటుంది, ఇది వంపుల క్రమాన్ని సులభంగా అమర్చడానికి ఆపరేటర్ని అనుమతిస్తుంది. ఇది అవసరమైన ఉత్పత్తిని త్వరగా తయారు చేయడానికి ఆపరేటర్కు సహాయం చేస్తుంది. అంతేకాకుండా నిర్దిష్ట స్థాయి వంపుని సృష్టించడానికి ఆపరేటర్ ఇకపై అవసరమైన ఒత్తిడిని అంచనా వేయవలసిన అవసరం లేదు. అంచు యొక్క పొడవు, పదార్థం యొక్క రకం, మందం పరిమాణం మరియు వంపు యొక్క డిగ్రీ వంటి ఇతర కారకాలు కూడా నేరుగా CNC నియంత్రణ యూనిట్లోకి నమోదు చేయబడతాయి. తయారు చేయవలసిన భాగాన్ని 2D లేదా 3D పూర్తి వెర్షన్లో కూడా చూడవచ్చు. ఇది కాకుండా, మొదటి భాగం మెషీన్లో లేదా ఆఫ్లైన్ PC ద్వారా ప్రోగ్రామ్ చేయబడిన తర్వాత, తక్కువ నైపుణ్యం కలిగిన ఆపరేటర్ తదుపరి భాగాలను కూడా సులభంగా ఉత్పత్తి చేయవచ్చు.

4. రెండు వైపులా "C" ప్లేట్లలో రెండు లీనియర్ స్కేల్స్ వ్యవస్థాపించబడ్డాయి.
పని సమయంలో విక్షేపం యొక్క ప్రభావాన్ని తొలగించడానికి మేము దానిని వర్క్టేబుల్పై పరిష్కరిస్తాము. లీనియర్ స్కేల్ రామ్ (Y1, Y2) యొక్క రెండు ముగింపు స్థానాలను తనిఖీ చేస్తుంది మరియు సిగ్నల్ పంపుతుంది. CNC యాంప్లిఫైయర్ ద్వారా విస్తరించిన తర్వాత, సిగ్నల్ కంప్యూటర్కు తిరిగి అందించబడుతుంది. అప్పుడు కంప్యూటర్ చమురు పరిమాణాన్ని నియంత్రిస్తుంది, ఇది సిలిండర్లలోకి ప్రవేశించబోతోంది. కాబట్టి రామ్ మరియు వర్క్టేబుల్ యొక్క సమాంతరతను ±0.01mm క్రింద నియంత్రించవచ్చు.
5. బహుముఖ ప్రజ్ఞ: ఎలక్ట్రానిక్ చట్రం/బ్రాకెట్ల వంటి సంక్లిష్ట భాగాలతో సహా ఏదైనా మందం మరియు మెటీరియల్ రకాన్ని (బ్రేకుల భౌతిక పరిమితుల్లో) వంచండి.
6. DELEM సిస్టమ్ ఆటోమేటిక్ టెస్టింగ్ మరియు స్వీయ-నిర్ధారణ విధులను కలిగి ఉంది. అలాగే, ప్రోగ్రామింగ్లో వంగడానికి ప్లేట్ పరిమాణాలు, పని ముక్క యొక్క కొలతలు మరియు సాధనాలను ఎంచుకోవడం వంటివి ఉంటాయి. అప్పుడు CNC సిస్టమ్ బ్యాక్ గేజ్ మరియు రామ్ యొక్క బెండింగ్ ఫోర్స్ మరియు పొజిషన్ను ఆటోమేటిక్గా లెక్కించగలదు. రామ్ చొచ్చుకొనిపోయే మరియు నొక్కే సమయ రిలేని కూడా లెక్కించవచ్చు. అద్భుతమైన నాణ్యమైన ఎలక్ట్రో-హైడ్రాలిక్ ప్రొపోర్షనల్ వాల్వ్ రెండు సిలిండర్ల సమకాలీకరణను అలాగే అసాధారణ భారాన్ని ఎదుర్కోవడానికి మంచి సామర్థ్యాన్ని నిర్ధారిస్తుంది.

7. బ్యాక్ గేజ్ రోలింగ్ బాల్ స్క్రూ మరియు రోలింగ్ గైడ్ మార్గాన్ని అవలంబిస్తుంది, కాబట్టి X అక్షం యొక్క రిపీట్ పొజిషనింగ్ ఖచ్చితత్వం ±0.1mmకి చేరుకుంటుంది. పూర్తి యంత్రం సేఫ్టీ గార్డ్ మరియు ఇంటర్లాకర్తో ఆపరేటర్ను గాయపడకుండా కాపాడుతుంది.
8. సిలిండర్లు, పిస్టన్ రాడ్, గైడ్ వే వంటి ప్రధాన స్లయిడింగ్ భాగాలు అన్నీ వేర్-రెసిస్టెన్స్ ట్రీట్మెంట్తో ఉంటాయి.
9. CNC సిస్టమ్ CNC హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ రామ్ మరియు బ్యాక్ గేజ్ యొక్క స్ట్రోక్ను మంచి ఖచ్చితత్వంతో నియంత్రిస్తుంది.
CNC హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క ప్రతికూలత
1. మెటీరియల్ హ్యాండ్లింగ్: పెద్ద షీట్లను మెటీరియల్ హ్యాండిల్ చేయడంలో ఇబ్బంది
2. సాధనం: దిగువ మరియు ఎగువ సాధనం అవసరం
3. ఫ్లాంజ్ పరిమాణాన్ని పరిమితం చేస్తూ, మొత్తం బెండింగ్ ఆపరేషన్ సమయంలో ఫ్లాంజ్ పొడవు తప్పనిసరిగా డై అంతటా విస్తరించాలి
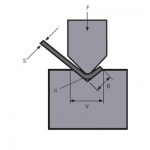
4. స్ప్రింగ్ బ్యాక్: బెండింగ్ ముగింపులో, ఫిగర్ 1లో చూపిన విధంగా సాగే వైకల్యం యొక్క పునరుద్ధరణ కారణంగా స్ప్రింగ్ బ్యాక్ ఏర్పడుతుంది. రీబౌండ్ దృగ్విషయం నేరుగా వర్క్పీస్ యొక్క డైమెన్షనల్ ఖచ్చితత్వాన్ని ప్రభావితం చేస్తుంది మరియు తప్పనిసరిగా నియంత్రించబడాలి. ఈ విషయంలో తీసుకున్న ప్రక్రియ చర్యలు: ① యాంగిల్ పరిహారం పద్ధతి. 90 ° యొక్క వర్క్పీస్ బెండింగ్ కోణం ఉంటే, స్లాట్ (V-ఆకారంలో) ఓపెనింగ్ యాంగిల్ కింద బెండింగ్ మెషిన్ 78 ° ఎంచుకోవచ్చు.

మూర్తి 1
దిద్దుబాటు పద్ధతి ద్వారా ఒత్తిడి సమయం పెరుగుతుంది. దిగువ గాడి యొక్క ఫిల్లెట్ వద్ద ప్లాస్టిక్ వైకల్యం స్థాయిని పెంచడానికి, ఎగువ డై, వర్క్పీస్ మరియు బెండింగ్ మెషీన్ యొక్క దిగువ గాడి యొక్క సంప్రదింపు సమయాన్ని పొడిగించడానికి వంగడం చివరిలో ఒత్తిడి దిద్దుబాటును నిర్వహించండి, తద్వారా ఫైబర్ల రీబౌండ్ ధోరణి ఉద్రిక్తత మరియు కుదింపు జోన్లో ఒకదానికొకటి వ్యతిరేకం, తద్వారా తిరిగి వచ్చే బాంబును తగ్గిస్తుంది.
సంబంధిత ఉత్పత్తులు
 CNC ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క వర్కింగ్ ప్రిన్సిపల్ మరియు కంపోజిషన్
CNC ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క వర్కింగ్ ప్రిన్సిపల్ మరియు కంపోజిషన్- WILA వంగుతున్న మీడియం మరియు మందపాటి ప్లేట్ల సమర్థవంతమైన పరిష్కారం
- హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి
- టాప్ 10 చైనా పవర్ ప్రెస్ తయారీదారులు
- తగిన CNC హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషీన్ను ఎలా ఎంచుకోవాలి
- CNC షీట్ మెటల్ బెండర్ యొక్క E21 వ్యవస్థను తెలుసుకోవడానికి 4 దశలు
- ప్రెస్ బ్రేక్ క్రౌనింగ్ అంటే ఏమిటి
- గిలెటిన్ షీరింగ్ మెషీన్ను ఎలా ఆపరేట్ చేయాలి
- హైడ్రాలిక్ పవర్ ప్రెస్ మెషిన్ నిర్వహణ
- హైడ్రాలిక్ పవర్ ప్రెస్ మెషిన్ యొక్క సురక్షిత ఆపరేషన్ నియమాలు