మధ్యస్థ మరియు మందపాటి ప్లేట్లు బుల్డోజర్లు, ఎక్స్కవేటర్లు, లోడర్లు, రైల్వే ప్యాసింజర్ కార్లు మరియు ఇతర నిర్మాణ యంత్రాలు మరియు లోకోమోటివ్లు వంటి ఒత్తిడి భాగాలుగా వివిధ రంగాలలో విస్తృతంగా ఉపయోగించబడుతున్నాయి. మధ్యస్థ మరియు భారీ ప్లేట్లు సాధారణంగా 4.5 మరియు 25mm మధ్య మందంతో మెటల్ ప్లేట్లను సూచిస్తాయి. మీడియం మరియు హెవీ ప్లేట్లు ఏర్పడే పద్ధతులు ప్రధానంగా ఉన్నాయి: ప్రెస్ బ్రేక్ బెండింగ్ ఫార్మింగ్, రోలింగ్ మెషిన్ ఫార్మింగ్ మరియు ప్రెస్ టోలింగ్ ఫార్మింగ్. బెండింగ్ (మడత) అనేది మీడియం మరియు మందపాటి ప్లేట్ల కోసం విస్తృతంగా ఉపయోగించే మరియు సమృద్ధిగా ఉండే ఉత్పత్తి లైన్ ఏర్పాటు పద్ధతి.
ప్లేట్ బెండింగ్ యొక్క ఇబ్బందులు పొడవైన వర్క్పీస్లు, అధిక పీడనం, కష్టతరమైన ఏర్పాటు, తక్కువ సామర్థ్యం మరియు ఖచ్చితత్వాన్ని నియంత్రించడం కష్టం. వంగడం యొక్క తుది ఫలితం మెటీరియల్ పారామితులు, ప్రాసెస్ పారామితులు మరియు అచ్చు పారామితుల యొక్క సమగ్ర ప్రతిబింబం. ఈ పారామితుల యొక్క సహేతుకమైన డిజైన్ మీడియం మరియు మందపాటి ప్లేట్ల బెండింగ్ పనితీరును మెరుగుపరచడంలో కీలకం.

ప్రెస్ బ్రేక్ యొక్క టన్నేజ్ (ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్)
మీడియం మరియు మందపాటి ప్లేట్ బెండింగ్ను ఎదుర్కొనే మొదటి సమస్య ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క టన్ను ఎంపిక, మరియు ఫిక్చర్ మరియు అచ్చు యొక్క బేరింగ్ సామర్థ్యం అవసరాలకు అనుగుణంగా ఉందా.
ఎగువ మరియు దిగువ అచ్చుల మధ్య పరస్పర కదలికను నడపడానికి ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ ద్వారా F ఫోర్స్ వర్తించబడుతుంది, తద్వారా ప్లేట్ను వంగుతుంది. 90° కార్బన్ స్టీల్ ప్లేట్లను వంగడం కోసం, టేబుల్ 1లో చూపిన విధంగా WILA ప్లేట్ స్ట్రెస్ లోడ్ యొక్క అనుభావిక విలువను ఇస్తుంది. కార్బన్ స్టీల్ యొక్క మందం 20mm ఉన్నప్పుడు, V=160mm ఉన్న తక్కువ డైని ఎంచుకోవచ్చు. ఈ సమయంలో, బెండింగ్ యంత్రం యొక్క శక్తి లోడ్ 150t/m.
F=ఫోర్స్ పర్ యూనిట్ పొడవు (t/m);
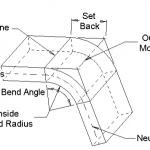
S= మెటీరియల్ మందం (మిమీ);
ri= లోపలి మూల (mm) వంపు వ్యాసార్థం;
V= తక్కువ డై ఓపెనింగ్ సైజు (మిమీ);
B= చిన్న అంచు అంచు (mm) );
అల్యూమినియం: F×50%;
అల్యూమినియం మిశ్రమం: F×100%;
స్టెయిన్లెస్ స్టీల్: F×150%;
స్టాంపింగ్ మరియు బెండింగ్: F×(3~5)

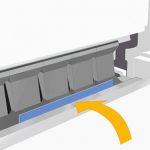
భారీ హైడ్రాలిక్ బిగింపు
WILA హెవీ-డ్యూటీ ఎగువ హైడ్రాలిక్ క్లాంప్ల యొక్క లోడ్-బేరింగ్ పద్ధతులు టాప్ లోడ్ మరియు షోల్డర్ లోడ్ను కలిగి ఉంటాయి మరియు గరిష్ట లోడ్ వరుసగా 250t/m మరియు 800t/m. ఫిక్చర్ యొక్క ఫోర్స్-బేరింగ్ ఉపరితలం CNC డీప్ క్వెన్చింగ్ గట్టిపడే సాంకేతికతను స్వీకరిస్తుంది. రాక్వెల్ కాఠిన్యం 56~60HRC, మరియు గట్టిపడే లోతు 4mm వరకు ఉంటుంది, ఇది అధిక కాఠిన్యం మరియు బలమైన దుస్తులు నిరోధకతను కలిగి ఉంటుంది. హైడ్రాలిక్ బిగింపు హైడ్రాలిక్ వేగవంతమైన బిగింపును ఉపయోగిస్తుంది మరియు హైడ్రాలిక్ గొట్టం యొక్క విస్తరణ బిగింపు పిన్ యొక్క కదలికను నడిపిస్తుంది, తద్వారా అచ్చు స్వయంచాలకంగా కూర్చుంటుంది మరియు బెండింగ్ లైన్ స్వయంచాలకంగా కేంద్రీకృతమై ఉంటుంది. మొత్తం 6 మీటర్ల పొడవుతో బెండింగ్ అచ్చు కోసం, హైడ్రాలిక్ బిగింపు పూర్తిగా బిగించడానికి 5 సెకన్లు మాత్రమే పడుతుంది మరియు సాధారణ మాన్యువల్ బిగింపు వ్యవస్థ కంటే సమగ్ర వినియోగ సామర్థ్యం 3~6 రెట్లు ఎక్కువ.

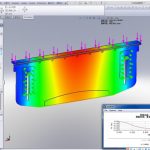
భారీ యంత్రాల పరిహారం వర్క్బెంచ్
మీడియం మరియు మందపాటి ప్లేట్ల బెండింగ్ కోసం, హెవీ డ్యూటీ మెకానికల్ కాంపెన్సేషన్ టేబుల్ యొక్క WILA యొక్క కొత్త-స్థాయి వెర్షన్ లోడ్ అవసరాలను సులభంగా తీర్చడమే కాకుండా, బెండింగ్ మెషీన్ యొక్క విక్షేపం మరియు వైకల్పనానికి కూడా భర్తీ చేస్తుంది. మెకానికల్ పరిహారం వర్క్బెంచ్ హైడ్రాలిక్ బిగింపును స్వీకరిస్తుంది, ఉపరితల ఖచ్చితత్వం ± 0.01 మిమీకి చేరుకుంటుంది, రాక్వెల్ కాఠిన్యం 56~60HRC, మరియు గట్టిపడే లోతు 4 మిమీ వరకు ఉంటుంది. మెకానికల్ పరిహారం వర్క్బెంచ్ WILA యొక్క యూనివర్సల్ UPB ఇన్స్టాలేషన్ ఇంటర్ఫేస్ను స్వీకరిస్తుంది, ఇది ఇన్స్టాల్ చేయడం సులభం మరియు అధిక ఖచ్చితత్వాన్ని కలిగి ఉంటుంది. ఇది దాని స్వంత Tx మరియు Ty దిశ సర్దుబాట్లను కూడా కలిగి ఉంది, ఇది వర్క్బెంచ్ మరియు బ్యాక్గేజ్ ముందు మరియు వెనుక దిశలలో సమాంతరంగా ఉండేలా చేస్తుంది మరియు స్థానిక కోణీయ విచలన సవరణను చేయగలదు.

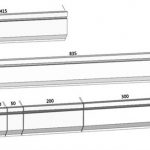
హెవీ బెండింగ్ డై/టూలింగ్
ప్లేట్ యొక్క మందం కారణంగా, పెద్ద ఓపెనింగ్ సైజు (V24~V300) ఉన్న దిగువ అచ్చు మరియు పెద్ద బేరింగ్ కెపాసిటీ ఉన్న అచ్చు సాధారణంగా మధ్యస్థ మరియు మందపాటి ప్లేట్ల వంపు కోసం ఎంపిక చేయబడతాయి. అచ్చు యొక్క మొత్తం కొలతలు సాధారణంగా పెద్దవిగా ఉంటాయి మరియు అచ్చు యొక్క బరువు ఆపరేటర్ యొక్క సాధారణ నిర్వహణ సామర్థ్యాన్ని మించిపోయింది. రోలర్ బేరింగ్ల సహాయంతో, WILA యొక్క పేటెంట్ టెక్నాలజీ E2M (ఈజీ టు మూవ్) ఆపరేటర్లు భారీ బెండింగ్ అచ్చులను సౌకర్యవంతంగా, సురక్షితంగా మరియు త్వరగా తరలించడానికి అనుమతిస్తుంది, అచ్చు భర్తీ మరియు యంత్ర సర్దుబాటు సమయాన్ని బాగా ఆదా చేస్తుంది.
స్ట్రెయిట్ నైవ్లు, గూస్నెక్ స్కిమిటార్లు, ఫిల్లెట్ మోల్డ్లు మరియు మల్టీ-వి మోల్డ్లు వంటి వివిధ నైఫ్ ఆకారాలు మరియు కస్టమర్ అవసరాలను తీర్చే లోయర్ మోల్డ్ ఓపెనింగ్లతో బెండింగ్ అచ్చులను అందించవచ్చు. కీలక భాగాలను ఖచ్చితంగా గ్రౌండింగ్ చేయడం ద్వారా, అచ్చు యొక్క డైమెన్షనల్ ఖచ్చితత్వం ± 0.01mm వరకు ఉంటుంది. CNC డీప్ క్వెన్చింగ్ మరియు గట్టిపడే సాంకేతికత యొక్క ప్రాసెసింగ్ ద్వారా, అచ్చు కాఠిన్యం 56 ~ 60HRC కి చేరుకుంటుంది మరియు గట్టిపడిన పొర యొక్క లోతు 4 మిమీకి చేరుకుంటుంది.

విభిన్న ప్లేట్ మందంతో మధ్యస్థ మరియు మందపాటి ప్లేట్ల వంపు కోసం, WILA మల్టీ-V అచ్చులను కూడా అందిస్తుంది, ఇవి రెండు రూపాల్లో అందుబాటులో ఉన్నాయి: ఆటోమేటిక్ అడ్జస్టబుల్ V పోర్ట్ మరియు మాన్యువల్ అడ్జస్టబుల్ V పోర్ట్, ఫిగర్ 6లో చూపిన విధంగా. సంఖ్యా నియంత్రణ మోటార్ ద్వారా లేదా సర్దుబాటు బ్లాక్, తక్కువ అచ్చు యొక్క V ఓపెనింగ్ పరిమాణాన్ని ప్లేట్ యొక్క లక్షణాల ప్రకారం ఏకపక్షంగా సర్దుబాటు చేయవచ్చు, ఇది అధిక రీబౌండ్ మరియు అధిక బలంతో మీడియం మరియు మందపాటి ప్లేట్లను వంచడానికి ప్రత్యేకంగా సరిపోతుంది. అదే సమయంలో, మల్టీ-వి అచ్చు తక్కువ ఘర్షణ గుణకంతో గట్టిపడిన రోలర్లతో వస్తుంది, ఇది బెండింగ్ భాగాల బాహ్య మడతలను బాగా తగ్గిస్తుంది మరియు అదే సమయంలో, దానితో పోలిస్తే 10%~30% వంగడాన్ని తగ్గిస్తుంది. సాంప్రదాయ దిగువ అచ్చు.

సంబంధిత ఉత్పత్తులు
 హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి
హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి- CNC బెండింగ్ మెషిన్ యొక్క నైపుణ్యాలను ఉపయోగించండి
- CNC ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క వర్కింగ్ ప్రిన్సిపల్ మరియు కంపోజిషన్
- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు తగిన డైని ఎలా ఎంచుకోవాలి
- బెండింగ్ మెషిన్ మోల్డ్ యొక్క సంప్రదాయ బెండింగ్ సీక్వెన్స్ మరియు డైలీ యూజ్ స్పెసిఫికేషన్
- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి
- మీ ప్రెస్ బ్రేక్ కోసం బెండ్ అలవెన్స్ని ఎలా లెక్కించాలి
- చైనా ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ మోల్డ్
- ప్రెస్ బ్రేక్ డైస్ దేనితో తయారు చేయబడింది? ప్రెస్ బ్రేక్ టూలింగ్ అంటే ఏమిటి?
- ప్రెస్ బ్రేక్ మెషిన్ ప్రయోజనాలు మరియు అప్రయోజనాలు