భారీ లోడ్, కదిలే భాగాల సరిపోని సరళత మరియు ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క సంక్లిష్టమైన పని వాతావరణం కారణంగా, కదిలే భాగాలను ధరించడం లేదా ఒత్తిడి చేయడం చాలా సులభం. ఈ వ్యాసం సాధారణ యాంత్రిక వైఫల్యాలు మరియు హైడ్రాలిక్ ప్రెస్ బెండింగ్ యంత్రాల నిర్వహణను విశ్లేషిస్తుంది:
తప్పు 1. స్లయిడర్ స్పీడ్ చేంజ్ పాయింట్ కోసం లాంగ్ పాజ్ టైమ్
1-1. సిలిండర్ యొక్క ఎగువ కుహరం గాలిని పీల్చుకుంటుంది, మరియు ఒత్తిడి చాలా కాలం పాటు పెరుగుతుంది (స్వీయ-ప్రైమింగ్ పైప్లైన్ లీక్లు).
1-2. ఫిల్లింగ్ వాల్వ్ లేదా సెల్ఫ్ ప్రైమింగ్ పైప్లైన్ యొక్క ప్రవాహం రేటు చిన్నది, లేదా స్లైడింగ్ వేగం చాలా వేగంగా ఉంటుంది, ఇది సూది చూషణకు కారణమవుతుంది.
1-3. ఫిల్లింగ్ వాల్వ్ పూర్తిగా మూసివేయబడలేదు మరియు ఎగువ కుహరంలో ఒత్తిడి నెమ్మదిస్తుంది.
1-4. స్లో డౌన్ వాల్వ్ శక్తివంతం అయిన తర్వాత, ఫిల్లింగ్ వాల్వ్ను మూసివేయండి మరియు ఎగువ కుహరం చమురును పీల్చుకోదు.
1-5. అనుపాత వాల్వ్ యొక్క తప్పు స్థానం వివిధ ఓపెనింగ్లకు మరియు సమకాలీకరణకు దారి తీస్తుంది.
1-6. పరీక్ష ఆగిపోతుందో లేదో చూడటానికి ఫాస్ట్ డౌన్ వేగాన్ని తగ్గించండి.
1-7. ఫాస్ట్ డౌన్ ప్రెజర్ యొక్క పరిమాణం ఫిల్లింగ్ వాల్వ్ యొక్క మూసివేతపై ప్రభావం చూపుతుంది మరియు ఫాస్ట్ డౌన్ ప్రెజర్ తొలగించబడుతుంది.
1-8. పని ముందస్తుకు ముందు ఆలస్యం దశలో ఒత్తిడి పారామితులను సర్దుబాటు చేయండి.
1-9. ఫిల్లింగ్ వాల్వ్ కంట్రోల్ లైన్ యొక్క డంపింగ్ రంధ్రం చాలా చిన్నది, ఇది ఒత్తిడి వ్యత్యాసాన్ని ఏర్పరుస్తుంది.
1-10. CNC సిస్టమ్ పారామితులు (నెమ్మదించడానికి ముందు ఆలస్యం).
1-11. CNC సిస్టమ్ పారామితులు (లాభం పరామితి నెమ్మదిగా వేగంతో తగ్గుతుంది).
1-12. ఇంధన ట్యాంక్ యొక్క చమురు స్థాయి చాలా తక్కువగా ఉందో లేదో తనిఖీ చేయండి, ఫిల్లింగ్ పోర్ట్ వరదలు కాదు, మరియు సిలిండర్ ఎగువ కుహరం ఫాస్ట్-ఫార్వార్డింగ్ సమయంలో ద్రవంతో నిండి ఉంటుంది, దీని వలన తగినంత నింపడం లేదు. పైన పేర్కొన్న కారణాల వల్ల, ఫిల్లింగ్ పోర్ట్ పైన 5 మిమీ కంటే ఎక్కువ ట్యాంక్ నుండి నూనెను జోడించండి, తద్వారా ఫిల్లింగ్ రంధ్రం పూర్తిగా నిండిపోతుంది.
1-13. ఫిల్లింగ్ వాల్వ్ పూర్తిగా తెరవబడిందో లేదో తనిఖీ చేయండి. ఇది చమురు కాలుష్యం కారణంగా ఉంటే, ఫిల్లింగ్ వాల్వ్ యొక్క వాల్వ్ కోర్ అనువైనది కాదు మరియు జామ్ చేయబడదు, దీని వలన తగినంత నింపడం లేదు. ఫిల్లింగ్ వాల్వ్ను శుభ్రం చేసి, స్పూల్ను అనువైనదిగా చేయడానికి దాన్ని మళ్లీ ఇన్స్టాల్ చేయాలి.
1-14. ఫాస్ట్ ఫార్వార్డ్ స్పీడ్ చాలా వేగంగా ఉందో లేదో తనిఖీ చేయండి, దీని వలన తగినంత ఫిల్లింగ్ లేదు. పై కారణాల వల్ల, సిస్టమ్ పారామితులను సవరించడం ద్వారా ఫాస్ట్ ఫార్వర్డ్ వేగాన్ని తగ్గించవచ్చు.

తప్పు2. స్లయిడర్ పని చేస్తున్నప్పుడు, క్రిందికి దిశ నిలువుగా మరియు అసాధారణ శబ్దం కాదు.
ఈ రకమైన వైఫల్యం గైడ్ రైలును చాలా కాలం పాటు ఉపయోగించడం, గైడ్ రైలు యొక్క అసాధారణ సరళత మరియు దుస్తులు కారణంగా క్లియరెన్స్ పెరగడం. గైడ్ రైల్ ప్రెజర్ ప్లేట్ యొక్క వేర్ డిగ్రీని తనిఖీ చేయడం మరియు అవసరమైన క్లియరెన్స్కు అనుగుణంగా దాన్ని మళ్లీ సర్దుబాటు చేయడం అవసరం. దుస్తులు యొక్క డిగ్రీ ప్రకారం గైడ్ రైల్ నొక్కే ప్లేట్ను భర్తీ చేయాలా వద్దా అని నిర్ణయించండి. ఒత్తిడి తీవ్రంగా ఉంటే, దానిని భర్తీ చేయాలి.
2.1 అసలు ప్రెజర్ ప్లేట్ ప్లాస్టిక్తో అతికించబడింది. అతికించిన ప్లాస్టిక్ యొక్క కాఠిన్యం మరియు గైడ్ రైలు యొక్క అతికించే ఉపరితలంపై శ్రద్ధ వహించండి. స్క్రాప్ చేసిన తర్వాత, అతికించే ఉపరితలం 85% పైన ఉండేలా చూసుకోండి మరియు జిగ్జాగ్ లూబ్రికేటింగ్ ఆయిల్ ట్యాంక్ను తెరవండి.
2.2 అసలు నొక్కడం ప్లేట్ లోపల ఒక మెటల్ స్టాపర్ ఉంది. ఒక టిన్ కాంస్య ప్లేట్ లేదా సాగే ఇనుమును ఎంచుకోవడానికి, బంధన ఉపరితలం గ్రైండర్ ద్వారా ప్రాసెస్ చేయబడుతుంది, కనెక్ట్ చేసే బోల్ట్ బంధన ఉపరితలం కంటే తక్కువగా ఉంటుంది మరియు జిగ్జాగ్ కందెన చమురు గాడి తెరవబడుతుంది.
తప్పు 3. వెనుక గేజ్ పరిమాణం రెండు చివర్లలో అస్థిరంగా ఉంది
రెండు చివర్లలోని లోపం 2 మిమీ లోపల చిన్నది. X1/X2 మెకానికల్ ట్రాన్స్మిషన్ నిర్మాణంలో లోపాలు లేవని నిర్ధారించడానికి తనిఖీ చేయండి. వేలు సర్దుబాటు చేయడం ద్వారా దోషాన్ని తొలగించవచ్చు. మెకానికల్ ట్రాన్స్మిషన్ స్ట్రక్చర్లో (బేరింగ్లు, బాల్ స్క్రూలు, లీనియర్ రైల్స్, ట్రాన్స్మిషన్ వీల్స్, ట్రాన్స్మిషన్ బెల్ట్లు మొదలైనవి) లోపం లేకుంటే, లోపాన్ని తొలగించండి. సమాంతరత యొక్క సహనానికి తిరిగి సర్దుబాటు చేయండి మరియు సింక్రోనస్ ట్రాన్స్మిషన్ పరికరాన్ని మళ్లీ ఇన్స్టాల్ చేయండి.
తప్పు 4. రెండు చివర్లలో వెనుక గేర్ షాఫ్ట్ యొక్క కదలిక లేదు
బ్యాక్గేజ్ షాఫ్ట్ ట్రాన్స్మిషన్ వైఫల్యానికి కారణం ట్రాన్స్మిషన్ షాఫ్ట్ టైమింగ్ బెల్ట్ వీల్ నుండి వేరు చేయబడి ఉండవచ్చు, కీ బార్ లేదా టైమింగ్ బెల్ట్ జారిపోతుంది. స్టాపర్ షాఫ్ట్ డ్రైవర్ మరియు సర్వో మోటార్ తప్పుగా ఉన్నాయి మరియు ఎగువ కంప్యూటర్ నియంత్రణ వ్యవస్థ తప్పుగా ఉంది. ఇటువంటి వైఫల్యాలు వైఫల్యం యొక్క కారణాన్ని తనిఖీ చేసి నిర్ధారించాలి, విఫలమైన భాగాలను మరమ్మత్తు చేయడం లేదా భర్తీ చేయడం మరియు వైఫల్యాన్ని తొలగించడం.

తప్పు 5. చమురు పంపు యొక్క అధిక శబ్దం (చాలా వేగంగా వేడి చేయడం), చమురు పంపుకు నష్టం
5-1. ఆయిల్ పంప్ సక్షన్ లైన్ లీక్ అవుతుంది లేదా ఆయిల్ ట్యాంక్ లిక్విడ్ లెవెల్ చాలా తక్కువగా ఉంది, దీని వలన ఆయిల్ పంప్ ఖాళీ అవుతుంది.
5-2. చమురు ఉష్ణోగ్రత చాలా తక్కువగా ఉంటుంది మరియు చమురు స్నిగ్ధత చాలా ఎక్కువగా ఉంటుంది, ఫలితంగా అధిక చమురు శోషణ నిరోధకత ఏర్పడుతుంది.
5-3. చూషణ పోర్ట్ ఆయిల్ ఫిల్టర్ అడ్డుపడేది మరియు చమురు మురికిగా ఉంటుంది.
5-4. ఏదైనా కొట్టడం ద్వారా పంపు దెబ్బతింది (పంప్ వ్యవస్థాపించబడినప్పుడు గాయపడింది).
5-5. అధిక అక్షసంబంధ బిగుతు, మోటారు షాఫ్ట్ మరియు ఆయిల్ పంప్ షాఫ్ట్ వంటి కప్లింగ్ ఇన్స్టాలేషన్ సమస్యలు కేంద్రీకృతం కావు.
5-6. పంప్ వ్యవస్థాపించిన తర్వాత, ఇది చాలా కాలం పాటు రివర్స్ అవుతుంది లేదా పరీక్ష యంత్రం సమయంలో ఇంధనం నింపదు.
5-7. అవుట్లెట్ హై-ప్రెజర్ ఆయిల్ ఫిల్టర్ బ్లాక్ చేయబడింది లేదా ఫ్లో రేట్ ప్రామాణికంగా లేదు.
5-8. చమురు పంపు సక్స్ (చమురు ఉంది, కానీ చమురు పంపు చూషణ పోర్ట్ వద్ద గాలి ఉంది).
5-9. ఇది ప్లంగర్ పంప్ అయితే, ఆయిల్ రిటర్న్ పోర్ట్ లైన్ యొక్క ఎత్తు చాలా తక్కువగా సెట్ చేయబడవచ్చు.
5-10. ఇది HOEBIGER ఆయిల్ పంప్ అయితే, అది డీఫ్లేట్ కావచ్చు.
5-11. చమురు ఉష్ణోగ్రత చాలా ఎక్కువగా ఉంటుంది, దీని వలన స్నిగ్ధత తగ్గుతుంది (60°C లోపల).
5-12. హైడ్రాలిక్ ఆయిల్ నీటిని కలిగి ఉంటుంది, ఇది అధిక పీడన వడపోత మూలకానికి అడ్డంకి మరియు నష్టాన్ని కలిగిస్తుంది.

తప్పు 6. స్లయిడర్ యొక్క కదలికను నెమ్మదించదు
6-1. విద్యుదయస్కాంత అనుపాత డైరెక్షనల్ వాల్వ్కు ఎలక్ట్రికల్ సిగ్నల్ ఉందా లేదా స్పూల్ ఏదైనా చర్యను కలిగి ఉందా లేదా కష్టంగా ఉందా.
6-2. వ్యవస్థ ఒత్తిడిని పెంచదు.
6-3. ఫిల్లింగ్ వాల్వ్ చిక్కుకుంది, లేదా ఫిల్లింగ్ వాల్వ్ సీలింగ్ రింగ్ లీక్ అవుతుంది.
6-4. స్లో వాల్వ్లో విద్యుత్ సిగ్నల్ ఉందా లేదా కష్టంగా ఉందా.
6-5. వెనుక ఒత్తిడి చాలా ఎక్కువగా ఉంటుంది లేదా నెమ్మదిస్తుంది ఒత్తిడి చాలా తక్కువగా ఉంటుంది.

తప్పు 7. స్లయిడర్ నెమ్మదిగా కదులుతున్నప్పుడు, అది కంపిస్తుంది, ఊగుతుంది మరియు శబ్దం చేస్తుంది
7-1. సిలిండర్ నుండి విడుదలయ్యే ఒత్తిడి నూనెలో గాలి బుడగలు ఉంటాయి.
7-2. లూబ్రికేటింగ్ ఆయిల్ ఉన్నా, స్లయిడ్ రైల్ యొక్క ఘర్షణ శక్తి చాలా పెద్దది.
7-3. గైడ్ ప్లేట్ యొక్క అమరిక ఉపరితలం మధ్య అంతరం పెద్దది, లేదా ఎగువ మరియు దిగువ అసమానంగా ఉంటుంది.
7-4. రాక్ మరియు వర్క్బెంచ్ స్థాయి సరిగ్గా సర్దుబాటు చేయబడదు.
7-5. బ్యాలెన్స్ వాల్వ్ బ్లాక్ చేయబడింది.
7-6. త్వరిత-విడుదల వాల్వ్ శక్తివంతం చేయబడి మరియు తెరవబడిందో లేదో తనిఖీ చేయండి.
7-7. సంఖ్యా నియంత్రణ సిస్టమ్ పరామితి (లాభం), లేదా పని ఫీడ్ వేగం సెట్టింగ్ చాలా పెద్దది.
7-8. బ్యాక్ప్రెజర్ వాల్వ్ వదులుగా ఉంటుంది మరియు రెండు వైపులా ప్రతిఘటన భిన్నంగా ఉంటుంది.
7-9. సోలనోయిడ్ అనుపాత వాల్వ్ కాయిల్ పక్షపాతంగా ఉందా మరియు అనుపాత వాల్వ్ యొక్క తటస్థ స్థాన సిగ్నల్ సరైనదేనా.
7-10. అనుపాత సర్వో వాల్వ్ యొక్క సిగ్నల్ చెదిరిపోయినా, తనిఖీ పద్ధతి పైన పేర్కొన్న విధంగానే ఉంటుంది.
7-11. పిస్టన్ రాడ్ ఆయిల్ సిలిండర్ సీలింగ్ రింగ్ ద్వారా గట్టిగా లాక్ చేయబడింది మరియు ప్రతిఘటన పెద్దది (PTFE హార్డ్ సీలింగ్ రింగ్ పరీక్షను మార్చండి).
7-12. గ్రేటింగ్ రూలర్పై గోళాకార వాషర్ వ్యవస్థాపించబడలేదు, స్లైడింగ్ సీటు సజావుగా కదలదు మరియు గ్రేటింగ్ రూలర్ కమ్యూనికేషన్ లైన్లో సమస్య ఉంది.
7-13. ఒత్తిడి వక్రత తప్పు, పని సమయంలో ఒత్తిడి సరిపోదు.
7-14. ఫిల్లింగ్ వాల్వ్ యొక్క ఒత్తిడి సీలింగ్ O-రింగ్ లీకేజీని చిన్న మొత్తంలో ఉత్పత్తి చేస్తుంది.

తప్పు 8. మందగించినప్పుడు పెద్ద సమకాలీకరణ విచలనం
8-1. సింక్రోనస్ డిటెక్షన్ సిస్టమ్ వైఫల్యం (గ్రేటింగ్ స్కేల్).
8-2. అనుపాత డైరెక్షనల్ వాల్వ్.
8-3. త్వరిత దిగువ వాల్వ్ యొక్క లీకేజ్.
8-4. రెండు వైపులా వెనుక ఒత్తిడిలో పెద్ద ఖాళీ.
8-5. చమురు ఉష్ణోగ్రత చాలా తక్కువగా ఉంది.
8-6. సిలిండర్ ఎగువ మరియు దిగువ గదులలో ఆయిల్ స్ట్రింగ్.
8-7. CNC సిస్టమ్ పారామితులు.


తప్పు 9. బెండింగ్ కోణం లోపం
9-1. పరిహారం సిలిండర్ యొక్క పరిహార విక్షేపం పెద్దదిగా ఉందో లేదో తనిఖీ చేయండి మరియు సున్నా స్థానం పూర్తిగా పునరుద్ధరించబడదు.
9-2. త్వరిత బిగింపు వదులుగా ఉందో లేదో తనిఖీ చేయండి.
9-3. ప్రతి బెండింగ్ యొక్క దిగువ డెడ్ పాయింట్లో ఏదైనా మార్పు ఉందో లేదో తనిఖీ చేయండి.
9-4. విల్లు ఆకారపు ప్లేట్ సరిగ్గా ఇన్స్టాల్ చేయబడిందో లేదో మరియు స్క్రూ రంధ్రం చనిపోయిందో లేదో తనిఖీ చేయండి.
9-5. షీట్లోనే మార్పులు (మందం, పదార్థం, ఒత్తిడి).
9-6. గ్రేటింగ్ పాలకుడు వదులుగా ఉందా?
9-7. సరికాని పొజిషనింగ్ ఖచ్చితత్వం: అనుపాత వాల్వ్ యొక్క సున్నా ఆఫ్సెట్ విలువ సముచితమా? పొజిషనింగ్ బాటమ్ డెడ్ సెంటర్కు చేరుకోలేదు, తిరిగి రావడం అసాధ్యం.

తప్పు 10. హైడ్రాలిక్ లైన్లలో చమురు లీకేజ్ లేదా గొట్టాలు పేలడం
10-1. చమురు పైపుల సంస్థాపన అవసరాలకు అనుగుణంగా ఉందో లేదో తనిఖీ చేయండి (పొడిగించిన పొడవు, పైపు వ్యాసం, గోడ మందం, ఫెర్రుల్, గింజ చాలా గట్టిగా, చాలా వదులుగా, వంపు వ్యాసార్థం మొదలైనవి).
10-2. గొట్టం ప్రభావం లేదా కంపనం కలిగినా.
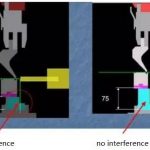
10-3. పైప్లైన్ జోక్యం చేసుకుంటుందో లేదో తనిఖీ చేయండి.
10-4. పైప్లైన్ పైపు బిగింపుల ద్వారా పరిష్కరించబడలేదు.
తప్పు 11. హైడ్రాలిక్ సిస్టమ్ సంస్థాపన మరియు నిర్వహణ సమయంలో జాగ్రత్తలు
11-1. పెయింట్తో సీలు చేయబడిన కవాటాలు తమను తాము విడదీయకూడదు, సర్దుబాటు చేయకూడదు.
11-2. వాల్వ్ శుభ్రపరిచిన తర్వాత సాధారణంగా పనిచేస్తుంది, దానిని కొత్త నూనెతో భర్తీ చేయాలి మరియు వెంటనే ఆయిల్ ట్యాంక్ను శుభ్రం చేయాలి.
11-3. ఆయిల్ పంప్ ఇన్స్టాలేషన్ సమయంలో ఎలాంటి నాక్స్ లేదా ఇంపాక్ట్లకు గురికాకూడదు మరియు ఆయిల్ పంప్ పరీక్షకు ముందు ఇంధనం నింపాలి.
11-4. ప్రతి వాల్వ్ను ఇన్స్టాల్ చేసేటప్పుడు, దాని వాల్వ్ బాడీ మాత్రమే రవాణా చేయబడుతుంది మరియు సోలేనోయిడ్ వాల్వ్ను తాకకూడదు.
సంబంధిత ఉత్పత్తులు
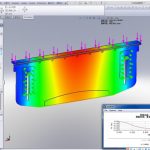
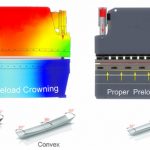
 ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి
ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి- గిలెటిన్ షీరింగ్ మెషీన్ను ఎలా ఆపరేట్ చేయాలి
- లేజర్ యాంటీఫ్రీజ్ గురించి 6 చిట్కాలు
- 100t నాలుగు కాలమ్ హైడ్రాలిక్ ప్రెస్ యొక్క సాధారణ లోపాలు మరియు ట్రబుల్షూటింగ్ పద్ధతులు
- హైడ్రాలిక్ ప్రెస్ బ్రేక్ ఎన్ని రకాలు
- CNC ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క వర్కింగ్ ప్రిన్సిపల్ మరియు కంపోజిషన్
- నాలుగు కాలమ్ హైడ్రాలిక్ ప్రెస్ కోసం సాధారణ లోపాలు మరియు ట్రబుల్షూటింగ్ పద్ధతి
- హైడ్రాలిక్ పవర్ ప్రెస్ మెషిన్ యొక్క సురక్షిత ఆపరేషన్ నియమాలు
- CNC షీట్ మెటల్ బెండర్ కోసం విక్షేపణ పరిహారం ఎలా చేయాలి
- ప్రెస్ బ్రేక్ డైస్ దేనితో తయారు చేయబడింది? ప్రెస్ బ్రేక్ టూలింగ్ అంటే ఏమిటి?