హైడ్రాలిక్ బెండింగ్ మెషీన్లు/హైడ్రాలిక్ ప్రెస్ బ్రేక్లను సింక్రొనైజేషన్ పద్ధతి ప్రకారం విభజించవచ్చు: హైడ్రాలిక్ సింక్రోనస్ టార్క్ బెండింగ్ మెషిన్, CNC ప్రెస్ బ్రేక్ మరియు ఎలక్ట్రో-హైడ్రాలిక్ cnc ప్రెస్ బ్రేక్ మరియు క్రింది రకాల కదలికలుగా విభజించవచ్చు: పైకి-నటన, క్రిందికి-నటన. .
ప్రెస్ బ్రేక్ బెండింగ్కు కావలసిన ఫలితాలను సాధించడానికి వివిధ పద్ధతుల విధానం అవసరం. విండ్ టవర్ స్తంభాలను రూపొందించడం నుండి క్లిష్టమైన విద్యుత్ క్యాబినెట్ భాగాల వరకు, ప్రెస్ బ్రేక్లు ఫ్యాబ్రికేటర్కు కీలకమైన సాధనం మరియు అన్ని వంగడం ఒకేలా ఉండదని తెలుసుకోవడం వాటి విజయవంతమైన ఆపరేషన్కు కీలకం. ఖచ్చితమైన భాగాలను త్వరగా మరియు పదేపదే పొందేందుకు ప్రక్రియను అర్థం చేసుకోవడం, సాధనం మరియు పదార్థం (వంగి ఉన్న అన్ని లోహాలు ప్రతి వంగడం ప్రక్రియకు భిన్నంగా ప్రతిస్పందిస్తాయి).
హైడ్రాలిక్ సింక్రోనస్ టార్క్ బెండింగ్ మెషిన్/ హైడ్రాలిక్ సింక్రోనస్ టార్క్ ప్రెస్ బ్రేక్

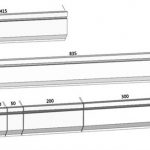
డబుల్ సిలిండర్లు స్లయిడర్ పైకి క్రిందికి కదలికను నియంత్రిస్తాయి
మెకానికల్ టార్క్ సింక్రొనైజేషన్
CNC ప్రెస్ బ్రేక్ మరియు ఎలక్ట్రో-హైడ్రాలిక్ ప్రెస్ బ్రేక్


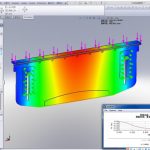
CNC ప్రెస్ బ్రేక్లు: ఈ రకమైన బ్రేక్లు అత్యధిక ఖచ్చితత్వం మరియు అనుకూలీకరణ సామర్థ్యాలను కలిగి ఉంటాయి, ఖచ్చితత్వాన్ని నియంత్రించడానికి మరియు సామర్థ్యాన్ని పెంచడానికి కంప్యూటర్ టెక్నాలజీని ఉపయోగిస్తాయి. CNC బ్రేక్ ప్రెస్లను ఉపయోగిస్తున్నప్పుడు, బెండింగ్ కోణం, ప్లేట్ మందం, వెడల్పు మరియు గ్రేడ్ వంటి డేటా శిక్షణ పొందిన ఆపరేటర్ ద్వారా కంట్రోలర్లోకి నమోదు చేయబడుతుంది మరియు బ్రేక్ మిగిలిన వాటిని సులభంగా నిర్వహిస్తుంది.
ప్రెస్ బ్రేక్ టోనేజీని ఎలా లెక్కించాలి

బెండింగ్ ప్రక్రియలో, ఎగువ మరియు దిగువ డైస్ మధ్య శక్తి పదార్థానికి వర్తించబడుతుంది, దీని వలన పదార్థం ప్లాస్టిక్ రూపాంతరం చెందుతుంది. పని చేసే టన్ను ధ్వని ముడుచుకున్నప్పుడు అతిశయోక్తి ఒత్తిడిని సూచిస్తుంది. పని చేసే టన్నెజీని నిర్ణయించడానికి ప్రభావితం చేసే కారకాలు: బెండింగ్ వ్యాసార్థం, బెండింగ్ పద్ధతి, డై రేషియో, మోచేయి పొడవు, బెండింగ్ పదార్థం యొక్క మందం మరియు బలం మొదలైనవి.
ప్రెస్ బ్రేక్ ఫార్మింగ్ టన్నేజ్ లెక్కలు చాలా సులభం. వాటిని ఎక్కడ, ఎప్పుడు, ఎలా వర్తింపజేయాలో తెలుసుకోవడమే ఉపాయం. టన్ను గణనతో ప్రారంభిద్దాం, ఇది పదార్థంలో దిగుబడి విచ్ఛిన్నమయ్యే పాయింట్ మరియు అసలు వంగడం ప్రారంభమవుతుంది. ఫార్ములా 60,000-PSI తన్యత బలంతో AISI 1035 కోల్డ్-రోల్డ్ స్టీల్పై ఆధారపడి ఉంటుంది. అది మా బేస్లైన్ మెటీరియల్. ప్రాథమిక సూత్రం క్రింది విధంగా ఉంది:

P: బెండింగ్ ఫోర్స్ (kn)
S:ప్లేట్ మందం (మిమీ)
L:ప్లేట్ వెడల్పు (మీ)
వి:బాటమ్ డై స్లాట్ వెడల్పు (మిమీ)

ఉదాహరణ 1:
S=4mm L=1000mm V=32mm, పట్టికను చూసి P=330kN పొందండి
2. ఈ పట్టిక బలం Оb=450N/mm2 కలిగిన పదార్థాల ఆధారంగా లెక్కించబడుతుంది. ఇతర విభిన్న పదార్థాలను వంచి ఉన్నప్పుడు, బెండింగ్ ఒత్తిడి అనేది పట్టికలోని డేటా మరియు క్రింది గుణకాల యొక్క ఉత్పత్తి;
కాంస్య (మృదువైన): 0.5; స్టెయిన్లెస్ స్టీల్: 1.5; అల్యూమినియం (మృదువైన): 0.5; క్రోమియం మాలిబ్డినం స్టీల్: 2.0.
బెండింగ్ ఒత్తిడి కోసం సుమారుగా గణన సూత్రం: P=650s2L/1000v
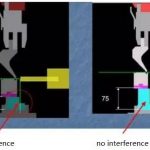
అతి చిన్న వంపు పరిమాణం:
ఎ. స్ంగిల్ మడత / బెండింగ్:


బి. బెండింగ్ /ఫోలిడ్ంగ్ Z


ఉదాహరణ 2:
ప్లేట్ మందం S=4mm, వెడల్పు L=3m, ob=450N/mm2
సాధారణంగా స్లాట్ వెడల్పు V=S*8 కాబట్టి P=650423/4*8=975(KN)= 99.5 (టన్)
ఫలితం బెండింగ్ ఫోర్స్ చార్ట్లోని డేటాకు చాలా దగ్గరగా ఉంటుంది.
మీరు చూడగలిగినట్లుగా, ప్రెస్ బ్రేక్ టన్నేజీని లెక్కించడానికి పద్ధతి #1 తేలికపాటి ఉక్కు పదార్థంపై ఆధారపడి ఉంటుంది.
పదార్థం స్టెయిన్లెస్ స్టీల్, అల్యూమినియం లేదా ఇత్తడి అయితే?
ఇది చాలా సులభం, పై సూత్రం ద్వారా లెక్కించబడిన ఫలితాలను క్రింది పట్టికలోని గుణకాల ద్వారా గుణించండి:
| మెటీరియల్ | గుణకాలు |
| మైల్డ్ స్టీల్ | 1 |
| స్టెయిన్లెస్ స్టీల్ | 1.6 |
| అల్యూమినియం | 0.65 |
| ఇత్తడి | 0.5 |
సంబంధిత ఉత్పత్తులు
 చైనా ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ మోల్డ్
చైనా ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ మోల్డ్- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి
- సాధారణ మెకానికల్ వైఫల్యాలు మరియు ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్ల నిర్వహణ
- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు తగిన డైని ఎలా ఎంచుకోవాలి
- CNC ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ యొక్క వర్కింగ్ ప్రిన్సిపల్ మరియు కంపోజిషన్
- 2021 మెటల్ బ్రేక్ మెషిన్ యొక్క అల్టిమేట్ గైడ్
- CNC షీట్ మెటల్ బెండర్ యొక్క E21 వ్యవస్థను తెలుసుకోవడానికి 4 దశలు
- చైనా 40 టన్ను ప్రెస్ బ్రేక్
- ప్రెస్ బ్రేక్ డైస్ దేనితో తయారు చేయబడింది? ప్రెస్ బ్రేక్ టూలింగ్ అంటే ఏమిటి?
- 100t నాలుగు కాలమ్ హైడ్రాలిక్ ప్రెస్ యొక్క సాధారణ లోపాలు మరియు ట్రబుల్షూటింగ్ పద్ధతులు