ప్రెస్ బ్రేక్ పంచ్/డై ఎగువ మరియు దిగువ అచ్చులుగా విభజించబడింది, వీటిని షీట్ మెటల్ స్టాంపింగ్ అచ్చులను రూపొందించడానికి మరియు వేరు చేయడానికి ఉపయోగిస్తారు. ఏర్పడటానికి అచ్చు ఒక కుహరం కలిగి ఉంటుంది, మరియు వేరు చేయడానికి అచ్చు ఒక కట్టింగ్ ఎడ్జ్ కలిగి ఉంటుంది. ప్రెస్ బ్రేక్ మెషిన్ యొక్క పంచ్/డై వర్క్పీస్ యొక్క ఖచ్చితత్వంపై గొప్ప ప్రభావాన్ని చూపుతుంది. బెండింగ్ ప్రక్రియలో, అచ్చు వర్క్పీస్ను సంప్రదిస్తుంది.
బెండింగ్ మెషిన్/ప్రెస్ బ్రేక్ యొక్క ప్రెస్ బ్రేక్ డైస్ L-ఆకారంలో, R-ఆకారంలో, U-ఆకారంలో, Z-ఆకారంలో, మొదలైనవి. ఎగువ డై ప్రధానంగా 90 డిగ్రీలు, 88 డిగ్రీలు, 45 డిగ్రీలు, 30 డిగ్రీలు, 20 డిగ్రీలు, 15 డిగ్రీలు, మొదలైనవి కోణం. దిగువ అచ్చు 4~18V డబుల్ గ్రూవ్ మరియు వివిధ గాడి వెడల్పులతో ఒకే గాడిని కలిగి ఉంటుంది, అలాగే R దిగువ అచ్చు, తీవ్రమైన కోణం దిగువ అచ్చు, చదునుగా ఉండే అచ్చు మొదలైనవి.

అల్ట్రా-అధిక ఖచ్చితత్వం
బెండింగ్ ప్రక్రియలో వర్క్పీస్ యొక్క ఖచ్చితత్వాన్ని బాగా ప్రభావితం చేయడానికి అచ్చు యొక్క ఖచ్చితత్వానికి ఇది చాలా ముఖ్యం. ఉపయోగం ముందు అచ్చు యొక్క దుస్తులు తనిఖీ చేయాలి. ఎగువ అచ్చు ముందు భాగం నుండి భుజం వరకు మరియు దిగువ అచ్చు యొక్క భుజం మధ్య పొడవును కొలవడం తనిఖీ పద్ధతి. సాంప్రదాయిక అచ్చుల కోసం, మీటర్కు విచలనం సుమారు ±0.0083mm ఉండాలి మరియు మొత్తం పొడవు విచలనం ±0.127mm కంటే ఎక్కువ ఉండకూడదు. ఖచ్చితమైన గ్రౌండింగ్ అచ్చు కొరకు, మీటర్కు ఖచ్చితత్వం ±0.0033mm ఉండాలి మరియు మొత్తం ఖచ్చితత్వం ±0.0508 mm కంటే ఎక్కువ ఉండకూడదు. ఎలక్ట్రో-హైడ్రాలిక్ బెండింగ్ మెషీన్లు లేదా టోర్షన్ షాఫ్ట్ బెండింగ్ మెషీన్ల కోసం ఫైన్ గ్రైండింగ్ అచ్చులను మరియు మాన్యువల్ బెండింగ్ మెషీన్ల కోసం సాంప్రదాయ అచ్చులను ఉపయోగించమని సాధారణంగా సిఫార్సు చేయబడింది.
CNC ప్రెస్ బ్రేక్ మెషిన్ యొక్క సాధన విభాగం క్రింది విధంగా ఉంది:

స్వయంచాలక స్థిర సంస్థాపన
స్లయిడర్ టాప్ డెడ్ సెంటర్కు పెరిగినప్పుడు ఎగువ డై ఇన్స్టాల్ చేయబడుతుంది మరియు అచ్చు బిగింపు వ్యవస్థ బిగింపు ఒత్తిడి వర్తించే వరకు బహుళ అచ్చులను ఉంచుతుంది.
హైడ్రాలిక్ బిగింపు వ్యవస్థ
హైడ్రాలిక్ బిగింపు వ్యవస్థ అత్యంత ప్రభావవంతమైన బిగింపు పద్ధతి. కొత్త మరియు పాత యంత్రాలు రెండూ ఈ బిగింపు వ్యవస్థను ఉపయోగించవచ్చు, సమయం మరియు ఖర్చును ఆదా చేస్తాయి. పాత బెండింగ్ మెషీన్ యొక్క లోడ్-బేరింగ్ ఉపరితలం దెబ్బతిన్నట్లయితే, హైడ్రాలిక్ బిగింపు వ్యవస్థ నష్టాన్ని పరిష్కరించడానికి ఉత్తమ ఎంపికగా ఉంటుంది, అదే సమయంలో బిగింపు మరియు సంస్థాపన యొక్క సామర్థ్యాన్ని మెరుగుపరుస్తుంది.

స్వయంచాలకంగా స్థలంలోకి దూరి
బిగింపు ఒత్తిడిని వర్తింపజేసినప్పుడు, ఎగువ డై పైకి లాగబడుతుంది మరియు స్వయంచాలకంగా స్థానంలోకి పిండబడుతుంది. ఇది బెండింగ్ ప్రక్రియలో ఎగువ అచ్చును అచ్చు దిగువన నొక్కవలసిన అవసరాన్ని తొలగిస్తుంది.
పంచ్/డై ఎంపిక
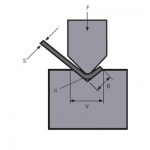
మొదట, షీట్ యొక్క మందం వంగి ఉండడాన్ని నిర్ణయించండి. ఉదాహరణకు, మీరు 0.75mm నుండి 6.30mm మందపాటి ప్లేట్లను వంచాలనుకుంటున్నారు. అప్పుడు, అవసరమైన కనీస V-డై పరిమాణాన్ని అంచనా వేయడానికి సన్నని షీట్ యొక్క మందాన్ని 8తో గుణించండి. ఈ ఉదాహరణలో, 0.75mm ప్లేట్ కనీస అచ్చు అవసరం, కాబట్టి 0.75×8=6. మూడవది, అవసరమైన గరిష్ట V-ఆకారపు డై పరిమాణాన్ని అంచనా వేయడానికి మందమైన షీట్ యొక్క మందాన్ని 8తో గుణించండి.
8 సార్లు సూత్రం
అంటే, V- ఆకారపు అచ్చు యొక్క ఓపెనింగ్ షీట్ యొక్క మందం కంటే 8 రెట్లు ఉండాలి. దగ్గరి అచ్చును ఎంచుకోవడానికి షీట్ యొక్క మందాన్ని 8తో గుణించండి. ఉదాహరణకు, 1.5mm మందపాటి ప్లేట్కు 12mm అచ్చు (1.5×8=12mm) అవసరం. ఇది 3.0mm ప్లేట్ అయితే, 24.0mm అచ్చు అవసరం. (3.0×8=24.0). ఈ నిష్పత్తి ఉత్తమ కోణ ఎంపికను అందించగలదు, అందుకే చాలా మంది దీనిని "ఉత్తమ ఎంపిక" అని పిలుస్తారు. చాలా ప్రచురించబడిన బెండింగ్ చార్ట్లు కూడా ఈ ఫార్ములాపై కేంద్రీకృతమై ఉన్నాయి.
మోడల్ ఎంపిక నియమాలు
L- ఆకారపు వర్క్పీస్లను వంగడానికి ఎంపిక నియమం ఏమిటంటే ఎటువంటి నియమాలు లేవు, దాదాపు ఏదైనా ఎగువ డైని ఉపయోగించవచ్చు. కాబట్టి వర్క్పీస్ల సమూహం కోసం ఎగువ అచ్చులను ఎన్నుకునేటప్పుడు, L- ఆకారపు వర్క్పీస్లను చివరిగా పరిగణించవచ్చు, ఎందుకంటే దాదాపు ఏదైనా ఎగువ అచ్చు వాటిని వంచగలదు. ఈ L- ఆకారపు వర్క్పీస్లను వంచేటప్పుడు, ఇతర వర్క్పీస్లను కూడా వంచగల ఎగువ అచ్చులను ఉపయోగించమని సిఫార్సు చేయబడింది. అచ్చులను కొనుగోలు చేసేటప్పుడు, తక్కువ మంచిది. ఇది అచ్చు ఖర్చులను తగ్గించడమే కాకుండా అవసరమైన అచ్చు ఆకారాల సంఖ్యను తగ్గించడానికి మరియు ఇన్స్టాలేషన్ సమయాన్ని తగ్గించడానికి కూడా ఉపయోగపడుతుంది.


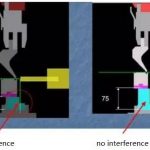
వర్క్పీస్ యొక్క ఎగువ విభాగం దిగువ విభాగం కంటే పొడవుగా ఉన్నప్పుడు, గూస్నెక్ డై అవసరం. వర్క్పీస్ యొక్క ఎగువ విభాగం దిగువ విభాగం కంటే తక్కువగా ఉన్నప్పుడు, ఏదైనా ఎగువ డై మంచిది. వర్క్పీస్ యొక్క ఎగువ విభాగం మరియు దిగువ విభాగం ఒకే పొడవుగా ఉన్నప్పుడు, తీవ్రమైన-కోణం ఎగువ డై అవసరం. సారాంశంలో, ఎగువ డై ఎంపిక నియమం ప్రధానంగా వర్క్పీస్ యొక్క జోక్యంపై ఆధారపడి ఉంటుంది, ఇక్కడ బెండింగ్ సిమ్యులేషన్ సాఫ్ట్వేర్ ముఖ్యమైన పాత్ర పోషిస్తుంది. ఉపయోగించిన సిస్టమ్ బెండింగ్ పరిస్థితిని అనుకరించలేకపోతే, దిగువ చిత్రంలో చూపిన విధంగా ఎగువ అచ్చు వర్క్పీస్ యొక్క జోక్యాన్ని మాన్యువల్గా తనిఖీ చేయడానికి మీరు గ్రిడ్ నేపథ్యంతో డ్రాయింగ్ను ఉపయోగించవచ్చు.


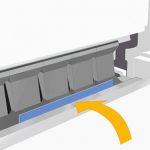
ఇండెంటేషన్ అచ్చు లేదు
దాదాపు అన్ని విలక్షణమైన V- ఆకారపు బెండింగ్ మెషిన్ అచ్చులు వర్క్పీస్పై కొన్ని గుర్తులను వదిలివేస్తాయి, ఎందుకంటే వంగేటప్పుడు మెటల్ అచ్చులోకి నొక్కబడుతుంది. చాలా సందర్భాలలో, మార్కులు చిన్నవి లేదా ఆమోదయోగ్యమైనవి. వ్యాసార్థాన్ని పెంచడం వల్ల మార్కులను తగ్గించుకోవచ్చు. కానీ కొన్నిసార్లు వంగడానికి ముందు పెయింట్ చేయబడిన లేదా పాలిష్ చేసిన ప్లేట్లు వంటి చిన్న మార్కులు కూడా ఆమోదయోగ్యం కాదు. దిగువ చిత్రంలో చూపిన విధంగా ఇండెంటేషన్లను తొలగించడానికి నైలాన్ ఇన్సర్ట్లను ఉపయోగించవచ్చు. తయారు చేయబడిన విమానం లేదా అంతరిక్ష భాగాలకు ఇండెంటేషన్ రహిత వంగడం చాలా ముఖ్యం ఎందుకంటే ఇన్స్పెక్టర్లు ఒక భాగాన్ని కంటితో తనిఖీ చేయడం మరియు గీతలు మరియు పగుళ్లను గుర్తించడం కష్టం.

సంబంధిత ఉత్పత్తులు
 హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి
హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి- WILA వంగుతున్న మీడియం మరియు మందపాటి ప్లేట్ల సమర్థవంతమైన పరిష్కారం
- CNC బెండింగ్ మెషిన్ యొక్క నైపుణ్యాలను ఉపయోగించండి
- బెండింగ్ మెషిన్ మోల్డ్ యొక్క సంప్రదాయ బెండింగ్ సీక్వెన్స్ మరియు డైలీ యూజ్ స్పెసిఫికేషన్
- షీట్ మెటల్ బెండింగ్ మెషిన్ ఫ్రీ బెండింగ్ సమయంలో బెండింగ్ ఫోర్స్ యొక్క గణన
- ప్రెస్ బ్రేక్ డైస్ దేనితో తయారు చేయబడింది? ప్రెస్ బ్రేక్ టూలింగ్ అంటే ఏమిటి?
- హైడ్రాలిక్ ప్రెస్ బ్రేక్ ఎన్ని రకాలు
- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి
- ప్రెస్ బ్రేక్ క్రౌనింగ్ అంటే ఏమిటి
- మీ ప్రెస్ బ్రేక్ కోసం బెండ్ అలవెన్స్ని ఎలా లెక్కించాలి