సంప్రదాయ బెండింగ్ సీక్వెన్స్
1. చిన్న వైపు మొదటి మరియు పొడవాటి వైపు మొదటి: సాధారణంగా చెప్పాలంటే, నాలుగు వైపులా వంగి ఉన్నప్పుడు, మొదట చిన్న వైపు మడతపెట్టి ఆపై పొడవైన వైపు వర్క్పీస్ యొక్క ప్రాసెసింగ్ మరియు బెండింగ్ అచ్చు యొక్క అసెంబ్లీకి ప్రయోజనకరంగా ఉంటుంది.
2. పెరిఫెరల్ మొదట మరియు తర్వాత మధ్య: సాధారణ పరిస్థితుల్లో, ఇది సాధారణంగా వర్క్పీస్ యొక్క అంచు నుండి ప్రారంభమవుతుంది మరియు వర్క్పీస్ మధ్యలో ముడుచుకుంటుంది.
3. మొదట పాక్షికం, తర్వాత మొత్తం: వర్క్పీస్ లోపల లేదా వెలుపల కొన్ని నిర్మాణాలు ఇతర బెండింగ్ స్ట్రక్చర్లకు భిన్నంగా ఉంటే, సాధారణంగా ఈ నిర్మాణాలు మొదట వంగి ఉంటాయి మరియు తర్వాత ఇతర భాగాలు.
4. జోక్యం పరిస్థితిని పరిగణించండి మరియు బెండింగ్ సీక్వెన్స్ను సహేతుకంగా అమర్చండి: బెండింగ్ సీక్వెన్స్ స్థిరంగా ఉండదు మరియు వర్క్పీస్పై బెండింగ్ ఆకారం లేదా అడ్డంకులను బట్టి ప్రాసెసింగ్ క్రమం తగిన విధంగా సర్దుబాటు చేయాలి.

బెండింగ్ మెషిన్ అచ్చు యొక్క రోజువారీ ఉపయోగం స్పెసిఫికేషన్
1. ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్ యొక్క శక్తిని ఆన్ చేయండి, కీ స్విచ్ని తిరగండి, ప్రారంభించడానికి చమురు పంపును నొక్కండి, బెండింగ్ మెషిన్ ఆయిల్ పంప్ తిప్పడం ప్రారంభమవుతుంది మరియు యంత్రం ఇంకా పనిచేయడం ప్రారంభించలేదు.
2. బెండింగ్ మెషిన్ అచ్చు అధికారికంగా ప్రారంభించబడినప్పుడు స్ట్రోక్ సర్దుబాటుకు ట్రయల్ రన్ అవసరం. బెండింగ్ మెషిన్ యొక్క ఎగువ డై దిగువకు దిగినప్పుడు, ప్లేట్ మందం యొక్క ఖాళీ ఉండాలి. లేకపోతే అది అచ్చు మరియు యంత్రానికి నష్టం కలిగిస్తుంది. స్ట్రోక్ సర్దుబాటులో ఎలక్ట్రిక్ క్విక్ అడ్జస్ట్మెంట్ మరియు మాన్యువల్ ఫైన్ అడ్జస్ట్మెంట్ కూడా ఉన్నాయి.
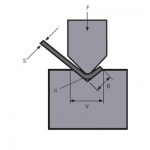
3. బెండింగ్ మెషిన్ అచ్చు యొక్క గీత ఎంపిక కోసం, ప్లేట్ మందం యొక్క 8 రెట్లు వెడల్పు సాధారణంగా ఎంపిక చేయబడుతుంది. మీరు 4 మిమీ షీట్ను వంచినట్లయితే, మీరు సుమారు 32 స్లాట్ను ఎంచుకోవాలి.

4. బెండింగ్ మెషీన్ యొక్క ఎగువ మరియు దిగువ అచ్చుల అతివ్యాప్తి మరియు దృఢత్వాన్ని తనిఖీ చేయండి; స్థాన పరికరాలు ప్రాసెస్ చేయబడే అవసరాలకు అనుగుణంగా ఉన్నాయో లేదో తనిఖీ చేయండి. ఎగువ మరియు దిగువ అచ్చుల అతివ్యాప్తిని తరచుగా తనిఖీ చేయండి; ప్రెజర్ గేజ్ యొక్క సూచనలు నిబంధనలకు అనుగుణంగా ఉన్నాయో లేదో.
5. షీట్ వంగి ఉన్నప్పుడు, షీట్ ఎత్తకుండా నిరోధించడానికి మరియు బెండింగ్ సమయంలో ఆపరేటర్ను దెబ్బతీయకుండా అది కుదించబడి ఉండాలి.
6. షీట్ మెటల్ డైని సర్దుబాటు చేసేటప్పుడు విద్యుత్ సరఫరా తప్పనిసరిగా కత్తిరించబడాలి మరియు ఆపరేషన్ నిలిపివేయాలి.
7. వేరియబుల్ బెండింగ్ మెషిన్ యొక్క దిగువ డై యొక్క ఓపెనింగ్ను మార్చినప్పుడు, దిగువ డైని సంప్రదించడానికి ఏ పదార్థం అనుమతించబడదు.
8. మెషిన్ టూల్ దెబ్బతినకుండా ఉండటానికి, ఎక్కువ మందపాటి ఇనుప ప్లేట్లు లేదా గట్టిపడిన స్టీల్ ప్లేట్లు, హై-గ్రేడ్ అల్లాయ్ స్టీల్స్, స్క్వేర్ స్టీల్స్ మరియు షీట్ మెటల్ బెండింగ్ మెషిన్ పనితీరును మించిన షీట్లను వంచడానికి బెండింగ్ మెషిన్ డైలను ఉపయోగించడం నిషేధించబడింది. .
9. బెండింగ్ మెషీన్ను ఆపివేసి, ఎగువ స్లయిడ్ ప్లేట్ను చెక్క బ్లాకులపైకి తగ్గించడానికి రెండు వైపులా సిలిండర్ల క్రింద దిగువ అచ్చులపై చెక్క బ్లాకులను ఉంచండి. ముందుగా కంట్రోల్ సిస్టమ్ ప్రోగ్రామ్ నుండి నిష్క్రమించండి, ఆపై విద్యుత్ సరఫరాను కత్తిరించండి.

సంబంధిత ఉత్పత్తులు
 హైడ్రాలిక్ పవర్ ప్రెస్ మెషిన్ యొక్క సురక్షిత ఆపరేషన్ నియమాలు
హైడ్రాలిక్ పవర్ ప్రెస్ మెషిన్ యొక్క సురక్షిత ఆపరేషన్ నియమాలు- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు తగిన డైని ఎలా ఎంచుకోవాలి
- CNC బెండింగ్ మెషిన్ యొక్క నైపుణ్యాలను ఉపయోగించండి
- WILA వంగుతున్న మీడియం మరియు మందపాటి ప్లేట్ల సమర్థవంతమైన పరిష్కారం
- హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి
- నాలుగు కాలమ్ హైడ్రాలిక్ ప్రెస్ కోసం సాధారణ లోపాలు మరియు ట్రబుల్షూటింగ్ పద్ధతి
- హైడ్రాలిక్ షీరింగ్ మెషిన్ యొక్క సాధారణ వైఫల్యాల మరమ్మత్తు మరియు ఆయిల్ సర్క్యూట్ సిస్టమ్ నిర్వహణ
- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి
- ప్రెస్ బ్రేక్ క్రౌనింగ్ అంటే ఏమిటి
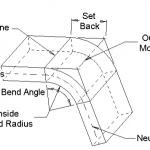
- మీ ప్రెస్ బ్రేక్ కోసం బెండ్ అలవెన్స్ని ఎలా లెక్కించాలి