ఇటీవలి సంవత్సరాలలో, మెటల్ బ్రేక్ బెండింగ్ మెషీన్లు వివిధ పరిశ్రమలలో విస్తృతంగా ఉపయోగించబడుతున్నాయి మరియు బెండింగ్ మెషీన్ల ప్రాసెసింగ్ పరిధి విస్తరిస్తోంది. అయితే, బెండింగ్ ఫోర్స్ గణనపై క్రమబద్ధమైన చర్చ జరగలేదు. ప్రస్తుతం, వివిధ ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్ తయారీదారుల మాన్యువల్స్లో సుమారు రెండు రకాల బెండింగ్ ఫోర్స్ లెక్కింపు సూత్రాలు సిఫార్సు చేయబడ్డాయి.
![]()
P - బెండింగ్ ఫోర్స్, KN;
S - షీట్ మందం, mm;
l - షీట్ యొక్క బెండింగ్ పొడవు, m;
V - తక్కువ డై ఓపెనింగ్ యొక్క వెడల్పు, mm;
σb - మెటీరియల్ తన్యత బలం, MPa.
తయారీదారుచే సిఫార్సు చేయబడిన బెండింగ్ ఫోర్స్ పారామితి పట్టిక కూడా పై సూత్రం ప్రకారం లెక్కించబడుతుంది.
బెండింగ్ ఫోర్స్ లెక్కింపు సూత్రం యొక్క ఉత్పన్న ప్రక్రియ మరియు అప్లికేషన్ పరిధి
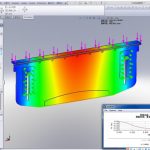
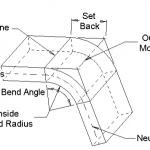
మూర్తి 1 అనేది షీట్ బెండింగ్ సమయంలో పని యొక్క స్కీమాటిక్ రేఖాచిత్రం. కిందిది బెండింగ్ ఫోర్స్ లెక్కింపు ఫార్ములా యొక్క ఉత్పన్న ప్రక్రియ మరియు రెండు అదనపు పారామితి పరిస్థితులను వివరిస్తుంది. మొదట, ఉత్పత్తి మాన్యువల్లో ఇటువంటి సిఫార్సులు ఉన్నాయి. ఉచిత బెండింగ్లో, ఎంచుకున్న తక్కువ డై ఓపెనింగ్ వెడల్పు V షీట్ మందం S కంటే 8 నుండి 10 రెట్లు ఉంటుంది. ఇక్కడ మేము కారక నిష్పత్తిని తీసుకుంటాము .

ఫిగర్ 1 బెండింగ్ యొక్క స్కీమాటిక్ రేఖాచిత్రం
పి - బెండింగ్ ఫోర్స్
S - షీట్ మందం
V - తక్కువ డై ఓపెనింగ్ వెడల్పు
r - షీట్ వంగి ఉన్నప్పుడు లోపలి వ్యాసార్థం
K - బెండింగ్ డిఫార్మేషన్ జోన్ యొక్క క్షితిజ సమాంతర ప్రొజెక్షన్ యొక్క వెడల్పు![]() =9
=9
రెండవది, తయారీదారు డై వెడల్పు V మరియు బెండింగ్ వర్క్పీస్ యొక్క అంతర్గత వ్యాసం r యొక్క సంబంధిత విలువలను బెండింగ్ ఫోర్స్ పారామితి పట్టికలో జాబితా చేస్తుంది. సాధారణంగా r=(0.16~0.17)V. ఇక్కడ, వ్యాసం-వెడల్పు నిష్పత్తి ![]() =0.16.
=0.16.
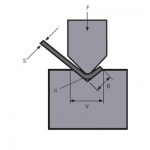
షీట్ మెటల్ యొక్క బెండింగ్ ప్రక్రియలో, డిఫార్మేషన్ జోన్లోని పదార్థం అత్యంత ప్లాస్టిక్ వైకల్య స్థితిలో ఉంటుంది మరియు ఇది మధ్యరేఖ చుట్టూ ఒక కోణంలో వంగి ఉంటుంది. బెండింగ్ జోన్ యొక్క బయటి ఉపరితలంపై, కొన్ని సందర్భాల్లో మైక్రో క్రాక్లు కనిపించవచ్చు. డిఫార్మేషన్ జోన్ యొక్క క్రాస్-సెక్షన్లో, సెంట్రల్ లేయర్ సమీపంలో మినహా, ఇతర పాయింట్ల వద్ద ఒత్తిడి పదార్థం యొక్క తన్యత బలానికి దగ్గరగా ఉంటుంది. తటస్థ పొర యొక్క ఎగువ భాగం కంప్రెస్ చేయబడింది మరియు దిగువ భాగం టెన్షన్ చేయబడింది. ఫిగర్ 2 డిఫార్మేషన్ జోన్లో క్రాస్-సెక్షన్ మరియు సంబంధిత ఒత్తిడి రేఖాచిత్రాన్ని చూపుతుంది.

మూర్తి 2 ఒత్తిడి రేఖాచిత్రం
S - షీట్ మందం
l - షీట్ బెండింగ్ పొడవు
డిఫార్మేషన్ జోన్ యొక్క క్రాస్-సెక్షన్లో బెండింగ్ క్షణం:

డిఫార్మేషన్ జోన్లో యంత్రం యొక్క బెండింగ్ ఫోర్స్ ద్వారా ఉత్పన్నమయ్యే బెండింగ్ క్షణం (మూర్తి 1 చూడండి):
![]()
నుండి![]()
![]()
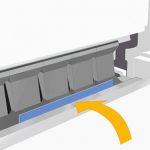
బెండింగ్ మెషీన్పై ఉచిత బెండింగ్ కోసం సాధారణ-ప్రయోజన అచ్చులను ఉపయోగిస్తున్నప్పుడు, షీట్ మెటల్ చాలా వరకు 90° వంగి ఉంటుంది. మూర్తి 3లో చూపిన విధంగా. K అంటే:
![]()
K ని సమీకరణం (1)కి ప్రత్యామ్నాయం చేస్తే, మనకు లభిస్తుంది:

సాధారణ పదార్ధాల తన్యత బలం σb=450N/mm2, ఫార్ములా (2)ని భర్తీ చేస్తుంది:
![]()
వంపు శక్తిని లెక్కించడానికి సమీకరణం (2) లేదా సమీకరణం (3)ని ఉపయోగిస్తున్నప్పుడు, రెండు అదనపువి అని ఉత్పన్న ప్రక్రియ నుండి చూడవచ్చు.
పైన పేర్కొన్న పారామితి షరతులను నెరవేర్చడం అవసరం. అంటే, కారక నిష్పత్తి![]() =9, వ్యాసం-వెడల్పు నిష్పత్తి
=9, వ్యాసం-వెడల్పు నిష్పత్తి![]() =0.16, లేకుంటే అది పెద్ద లోపానికి కారణమవుతుంది.
=0.16, లేకుంటే అది పెద్ద లోపానికి కారణమవుతుంది.

మూర్తి 3 ఉచిత బెండింగ్
S - షీట్ మందం
r - షీట్ వంగి ఉన్నప్పుడు లోపలి వ్యాసార్థం
K - బెండింగ్ డిఫార్మేషన్ జోన్ యొక్క క్షితిజ సమాంతర ప్రొజెక్షన్ యొక్క వెడల్పు
బెండింగ్ శక్తిని లెక్కించడానికి కొత్త పద్ధతులు మరియు దశలు
డిజైన్ లేదా ప్రాసెస్ అవసరాల కారణంగా, పైన పేర్కొన్న రెండు అదనపు అవసరాలను ఒకేసారి తీర్చడం కొన్నిసార్లు కష్టం. ఈ సమయంలో, బెండింగ్ ఫోర్స్ని లెక్కించడానికి సిఫార్సు చేయబడిన గణన సూత్రాన్ని ఉపయోగించకూడదు కానీ క్రింది దశల ప్రకారం నిర్వహించాలి.
(1) ప్లేట్ మందం S, బెండింగ్ వ్యాసార్థం r మరియు దిగువ డై ఓపెనింగ్ V ప్రకారం, వెడల్పు నుండి మందం నిష్పత్తి మరియు వ్యాసం నుండి వెడల్పు నిష్పత్తి వరుసగా లెక్కించబడతాయి.
(2) షీట్ యొక్క వైకల్పనానికి అనుగుణంగా డిఫార్మేషన్ జోన్ యొక్క ప్రొజెక్షన్ వెడల్పును లెక్కించండి.
(3) బెండింగ్ ఫోర్స్ని లెక్కించడానికి ఫార్ములా (1)ని వర్తింపజేయండి.
గణన ప్రక్రియలో, బెండింగ్ వ్యాసార్థం యొక్క వ్యత్యాసం మరియు సంబంధిత డిఫార్మేషన్ జోన్ యొక్క మార్పు పరిగణించబడుతుంది. సాధారణంగా సిఫార్సు చేయబడిన ఫార్ములా ద్వారా లెక్కించబడిన ఫలితం కంటే దీని నుండి లెక్కించబడిన బెండింగ్ ఫోర్స్ మరింత ఖచ్చితమైనది మరియు నమ్మదగినది. ఇప్పుడు మూర్తి 4లో చూపిన విధంగా వివరించడానికి ఒక ఉదాహరణ ఇవ్వండి.

మూర్తి 4 కొత్త గణన పద్ధతి
తెలిసినవి: షీట్ మందం S=6mm, షీట్ పొడవు l=4m, బెండింగ్ వ్యాసార్థం r=16mm, తక్కువ డై ఓపెనింగ్ వెడల్పు V=50mm, మరియు మెటీరియల్ తన్యత బలం σb=450N/mm2. ఉచిత బెండింగ్ కోసం అవసరమైన బెండింగ్ ఫోర్స్ను కనుగొనండి.
ముందుగా, కారక నిష్పత్తి మరియు వ్యాసం-వెడల్పు నిష్పత్తిని కనుగొనండి:
![]()
రెండవది, డిఫార్మేషన్ జోన్ యొక్క ప్రొజెక్షన్ వెడల్పును లెక్కించండి:

చివరగా, వంపు శక్తిని కనుగొనడానికి సమీకరణం (1) ఉపయోగించండి:
![]()
బెండింగ్ శక్తిని లెక్కించడానికి సాధారణ సిఫార్సు సూత్రాన్ని ఉపయోగిస్తే:
![]()
నుండి ![]() = 1.5, రెండింటి మధ్య వ్యత్యాసం 1.5 రెట్లు ఉన్నట్లు చూడవచ్చు. ఈ లోపానికి కారణం ఈ ఉదాహరణలో బెండింగ్ వ్యాసార్థం సాపేక్షంగా పెద్దది, మరియు సంబంధిత వైకల్య ప్రాంతం పెరిగింది, కాబట్టి వంగేటప్పుడు ఎక్కువ బెండింగ్ ఫోర్స్ అవసరం. ఈ ఉదాహరణలో, వ్యాసం-నుండి-వెడల్పు నిష్పత్తి=0.32, ఇది పైన ప్రవేశపెట్టిన పారామితుల యొక్క అదనపు షరతులను మించిపోయింది. బెండింగ్ ఫోర్స్ని లెక్కించడానికి సాధారణంగా సిఫార్సు చేయబడిన ఫార్ములాను ఉపయోగించడం స్పష్టంగా సరికాదు. మీరు ఈ ఉదాహరణ నుండి కొత్త గణన పద్ధతి యొక్క ప్రయోజనాలను చూడవచ్చు.
= 1.5, రెండింటి మధ్య వ్యత్యాసం 1.5 రెట్లు ఉన్నట్లు చూడవచ్చు. ఈ లోపానికి కారణం ఈ ఉదాహరణలో బెండింగ్ వ్యాసార్థం సాపేక్షంగా పెద్దది, మరియు సంబంధిత వైకల్య ప్రాంతం పెరిగింది, కాబట్టి వంగేటప్పుడు ఎక్కువ బెండింగ్ ఫోర్స్ అవసరం. ఈ ఉదాహరణలో, వ్యాసం-నుండి-వెడల్పు నిష్పత్తి=0.32, ఇది పైన ప్రవేశపెట్టిన పారామితుల యొక్క అదనపు షరతులను మించిపోయింది. బెండింగ్ ఫోర్స్ని లెక్కించడానికి సాధారణంగా సిఫార్సు చేయబడిన ఫార్ములాను ఉపయోగించడం స్పష్టంగా సరికాదు. మీరు ఈ ఉదాహరణ నుండి కొత్త గణన పద్ధతి యొక్క ప్రయోజనాలను చూడవచ్చు.
ముగింపు
ఇక్కడ ప్రవేశపెట్టిన బెండింగ్ ఫోర్స్ను లెక్కించడానికి దశలు మరియు సూత్రాలు షీట్ మెటల్ యొక్క యాంగిల్ బెండింగ్కు మాత్రమే కాకుండా ఆర్క్ బెండింగ్కు కూడా వర్తిస్తాయి (ఖచ్చితంగా చెప్పాలంటే, దీనిని అదనపు-పెద్ద బెండింగ్ రేడియస్తో యాంగిల్ బెండింగ్ అని పిలవాలి). షీట్ ఒక ఆర్క్ ఆకారంలోకి వంగి ఉన్నప్పుడు అచ్చు యొక్క ఆకృతి ప్రత్యేకంగా ఉంటుందని సూచించాలి. డిఫార్మేషన్ జోన్ యొక్క ప్రొజెక్షన్ను లెక్కించేటప్పుడు, సాంకేతిక ప్రక్రియలో సెట్ చేయబడిన సాంకేతిక పారామితుల ప్రకారం ఇది లెక్కించబడాలి, ఇది సాధారణ సూత్రం ద్వారా వ్యక్తీకరించబడదు.
ఆర్క్-ఆకారపు అచ్చును రూపొందిస్తున్నప్పుడు, బెండింగ్ శక్తిని లెక్కించడానికి ఈ వ్యాసంలో ప్రవేశపెట్టిన పద్ధతిని ఉపయోగించి, సంతృప్తికరమైన ఫలితాలను పొందవచ్చు.
సంబంధిత ఉత్పత్తులు
 ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు తగిన డైని ఎలా ఎంచుకోవాలి
ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు తగిన డైని ఎలా ఎంచుకోవాలి- హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్ యొక్క టన్నును ఎలా ఎంచుకోవాలి
- ప్రెస్ బ్రేక్ బెండింగ్ మెషీన్కు పరిహారం వ్యవస్థను ఎందుకు జోడించాలి
- WILA వంగుతున్న మీడియం మరియు మందపాటి ప్లేట్ల సమర్థవంతమైన పరిష్కారం
- CNC బెండింగ్ మెషిన్ యొక్క నైపుణ్యాలను ఉపయోగించండి
- ప్రముఖ పరిశ్రమలలో భవిష్యత్ పారగమ్యత కోసం ఫైబర్ లేజర్ల ప్రయోజనాలు
- బెండింగ్ మెషిన్ మోల్డ్ యొక్క సంప్రదాయ బెండింగ్ సీక్వెన్స్ మరియు డైలీ యూజ్ స్పెసిఫికేషన్
- కాంటన్ ఫెయిర్
- ప్రెస్ బ్రేక్ క్రౌనింగ్ అంటే ఏమిటి
- మీ ప్రెస్ బ్రేక్ కోసం బెండ్ అలవెన్స్ని ఎలా లెక్కించాలి